2026-05-26
При проектировании и модернизации линий обжига клинкера или известняка футеровочные элементы внутреннего цилиндра подогревателя становятся узким местом, определяющим общую энергоэффективность агрегата. В нашей практике работы с цементными заводами в России и СНГ мы неоднократно сталкивались с ситуацией, когда экономия на закупке этих компонентов в краткосрочной перспективе приводила к остановке печи через 4–6 месяцев эксплуатации. Разрушение футеровки внутри циклонного теплообменника — это не просто замена металла; это потеря герметичности системы, падение температуры вторичного воздуха и, как следствие, рост удельного расхода топлива на 8–12%. Китайские производители, такие как ООО «Синхуа Хуалуньда Литая Сталь», сегодня предлагают решения, которые по своим механическим свойствам превосходят многие европейские аналоги, но требуют глубокого понимания металлургических процессов при заказе.
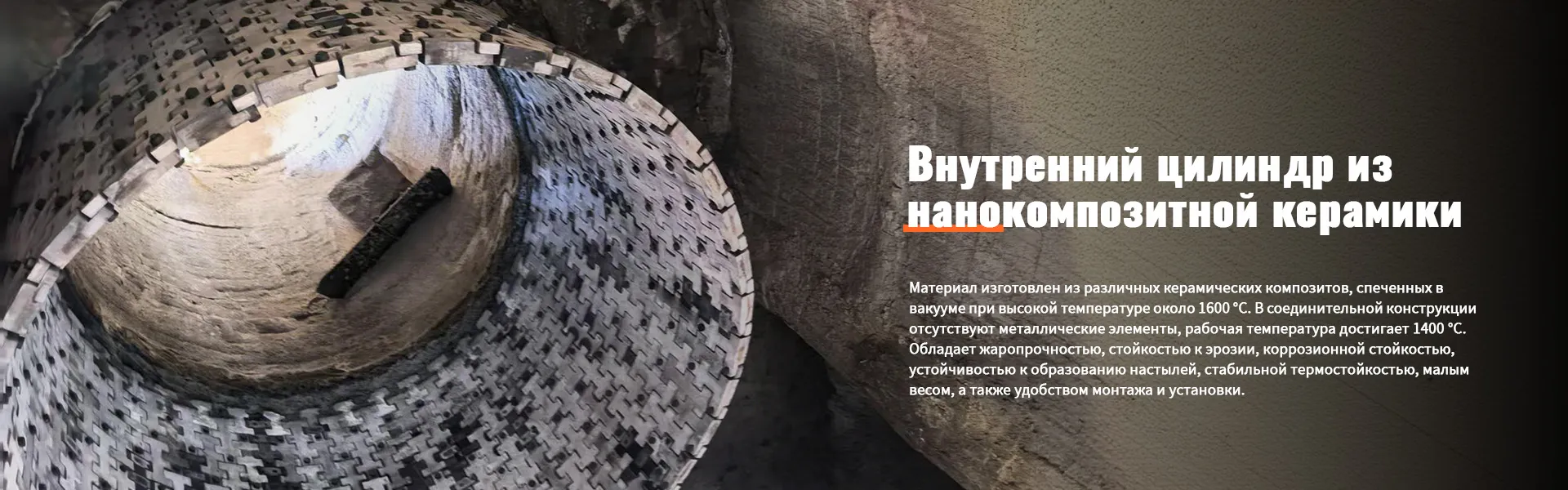
Внутренний цилиндр (внутренняя гильза) работает в экстремальных условиях: постоянный абразивный износ потоком сырья, термоудары при пусках и остановах, а также химическая коррозия от щелочных паров. Стандартные марки стали здесь часто не выдерживают более одного года. Мы наблюдали案例, когда завод использовал обычные жаропрочные сплавы без достаточного содержания хрома и никеля, что привело к образованию трещин уже на 200-й день работы. Это заставило нас пересмотреть подход к подбору материалов и сосредоточиться на поставщиках, имеющих собственный исследовательский центр и полный цикл контроля качества.
Выбор материала для футеровочных элементов внутреннего цилиндра подогревателя диктуется не столько стоимостью тонны металла, сколько его способностью сохранять структуру при циклических нагрузках. Основное требование — сочетание высокой жаропрочности (creep resistance) и окалиностойкости. В температурном диапазоне 900–1100°C, характерном для нижних ступеней подогревателя, обычные конструкционные стали теряют до 60% своей прочности. Именно поэтому в производстве таких элементов используются специальные легированные стали аустенитного класса.
Ключевыми легирующими элементами здесь выступают хром (Cr), никель (Ni) и иногда азот (N). Хром формирует защитную оксидную пленку, предотвращающую дальнейшее окисление поверхности, в то время как никель стабилизирует аустенитную структуру, обеспечивая вязкость материала при высоких температурах. Однако простое добавление этих элементов недостаточно. Важна чистота сплава и отсутствие вредных примесей, таких как сера и фосфор, которые вызывают межкристаллитную коррозию. В нашей лаборатории мы проводили сравнительный анализ образцов от разных поставщиков и выявили, что даже при одинаковом заявленном химическом составе, наличие микропор и неметаллических включений в дешевых отливках снижает ресурс детали на 30–40%.
Особое внимание следует уделить технологии литья. Традиционное песчаное литье часто дает грубую поверхность и неравномерную структуру зерна, что является очагом зарождения трещин. Передовые китайские заводы, включая мощности ООО «Синхуа Хуалуньда Литая Сталь», переходят на литье по газифицируемым моделям (Lost Foam Casting). Эта технология позволяет получать отливки с высокой точностью размеров и чистой поверхностью, минимизируя последующую механическую обработку. Для внутреннего цилиндра, где важна геометрия потока газов, это критически важно. Любая неровность создает турбулентность, которая ускоряет износ футеровки.
Мы рекомендуем заказчикам запрашивать не просто сертификат качества, а расшифровку химического анализа каждой плавки с указанием содержания углерода и легирующих элементов в процентах. Допустимые отклонения должны строго соответствовать ГОСТ или международным стандартам ASTM/ISO. Например, для стали типа 1Cr18Ni9Ti содержание хрома должно быть не менее 17%, а никеля — не менее 9%. Отклонение даже на 0.5% может кардинально изменить поведение материала при температуре выше 800°C.
| Марка стали (Аналог) | Макс. рабочая температура (°C) | Основное преимущество | Типичный срок службы (мес.) | Рекомендуемая сфера |
|---|---|---|---|---|
| ZG40Cr25Ni20 (HK40) | 1050 | Высокая жаропрочность, низкая ползучесть | 18–24 | Нижние циклоны, зоны максимального нагрева |
| ZG35Cr24Ni7SiNRe (253MA) | 1150 | Отличная окалиностойкость, стойкость к термоударам | 24–30 | Верхние ступени, зоны частых пусков/остановов |
| ZG40Ni35Cr25 (Incoloy 800H аналог) | 1100 | Баланс стоимости и свойств, хорошая свариваемость | 14–18 | Средние ступени подогревателя |
| Обычная сталь 20ГЛ | 600 | Низкая цена | 3–6 | Не рекомендуется для горячих зон |
Как видно из таблицы, использование неподходящей марки стали приводит к преждевременному выходу из строя. Один из наших клиентов в Уральском регионе пытался заменить элементы из стали 253MA на более дешевый аналог без редкоземельных металлов. Результатом стало образование окалины толщиной до 5 мм уже через полгода, что привело к отслоению chunks металла и засорению газоходов. Ремонт обошелся в три раза дороже первоначальной экономии.
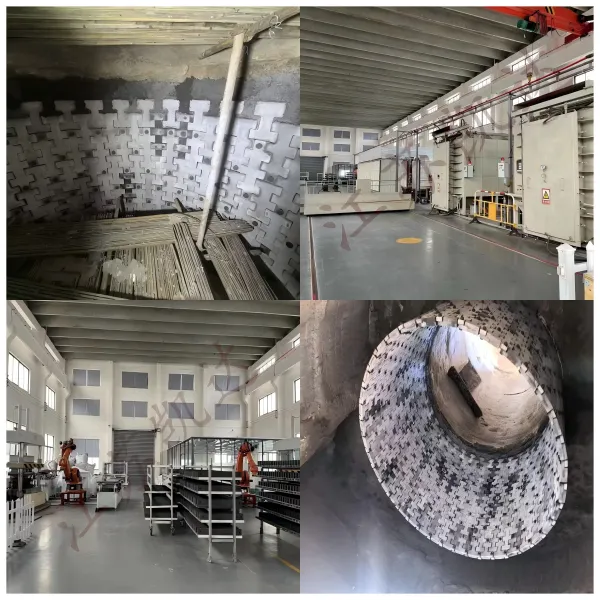
Когда речь заходит о закупке промышленного оборудования в Китае, главный страх покупателя — получить “черный ящик”. Невозможно визуально определить качество металла внутри отливки. Поэтому выбор поставщика должен базироваться на прозрачности его производственных процессов. Высокотехнологичные предприятия, такие как ООО «Синхуа Хуалуньда Литая Сталь», расположенное в городе Синхуа, демонстрируют подход, который полностью исключает лотерею при закупке. Это предприятие, основанное еще в 2006 году и реорганизованное в современное высокотехнологичное общество, прошло путь от обычного литейного цеха до стратегического партнера крупнейших цементных холдингов.
Секрет надежности их продукции кроется в полном контроле цикла. Производство начинается не с плавки, а с входного контроля шихты. Использование спектрометров позволяет мгновенно отсеивать сырье с повышенным содержанием вредных примесей. Далее следует процесс литья по газифицируемым моделям, который обеспечивает высокую плотность металла. Но самое важное происходит после затвердевания отливки. На современном оборудовании, которым оснащена база компании, проводится дробемётная обработка для снятия напряжений и улучшения микроструктуры поверхностного слоя.
Особого упоминания заслуживает система неразрушающего контроля (НК). Для футеровочных элементов внутреннего цилиндра подогревателя наличие внутренних раковин или трещин недопустимо. Завод использует ультразвуковые дефектоскопы и рентгенографический контроль для проверки критических зон. В отличие от многих мелких мастерских, где НК делается выборочно или “для галочки”, здесь каждый элемент проходит проверку. Металлографический анализатор позволяет оценить размер зерна и фазовый состав, что напрямую влияет на жаропрочность.
Сертификация по стандарту ISO 9001 — это не просто бумажка для таможни. В случае с ООО «Синхуа Хуалуньда Литая Сталь» эта система реально работает: от момента заказа до отгрузки каждый этап фиксируется. Клиент может запросить отчет о механических испытаниях образцов-свидетелей, которые отливались вместе с основной партией. Мы видели такие отчеты: они содержат данные по пределу текучести, временному сопротивлению разрыву и относительному удлинению при комнатной и повышенной температурах. Это дает инженеру полную картину того, как поведет себя деталь в печи.
Еще одним важным аспектом является научная поддержка. Компания не просто льет металл по чертежам, она активно сотрудничает с ведущими институтами, такими как Тяньцзиньский проектный институт и Шанхайский научно-исследовательский институт металлических материалов. Это сотрудничество позволило внедрить бесхромовые материалы и нанокомпозиты, отвечающие современным экологическим требованиям. Для заказчика это означает доступ к технологиям будущего уже сегодня. Если ваш проект требует нестандартного решения, например, работы в агрессивной среде с высоким содержанием серы, инженеры завода могут предложить модификацию сплава, опираясь на базы данных своих партнеров-ученых.
Даже идеально изготовленный элемент может выйти из строя преждевременно из-за ошибок при монтаже или неправильной эксплуатации. Футеровка внутреннего цилиндра — это сложная инженерная система, где каждый миллиметр зазора имеет значение. При получении груза первым делом необходимо провести визуальный осмотр на предмет повреждений, полученных при транспортировке. Несмотря на надежную упаковку, тяжелые отливки могут сместиться при резком торможении контейнера. Любая трещина, обнаруженная до монтажа, должна быть зафиксирована актом и сообщена поставщику.
Процесс установки требует квалификации. Часто мы видим, что монтажные бригады игнорируют рекомендации по температурным зазорам. При нагреве металл расширяется. Если элементы установлены вплотную друг к другу без компенсационных швов, при первом же прогреве печи возникнут огромные напряжения сжатия, которые приведут к короблению или разрушению конструкции. Необходимо строго следовать чертежам, где указаны допуски на тепловое расширение для конкретной марки стали.
Еще одна распространенная ошибка — неправильный режим первого прогрева (“разгон” печи). Резкий подъем температуры вызывает термоудар. Материал, особенно если он массивный, не успевает прогреться равномерно по сечению. Возникает градиент температур между поверхностью и сердцевиной, что ведет к растрескиванию. Инструкции по эксплуатации обычно предписывают плавный набор температуры со скоростью не более 50–80°C в час на определенных этапах. Пренебрежение этим правилом сводит на нет все преимущества дорогого жаропрочного сплава.
В ходе эксплуатации важно мониторить состояние футеровки. Плановые остановки печи должны включать осмотр внутреннего цилиндра. Появление красных пятен на внешней оболочке подогревателя сигнализирует о том, что футеровка истончилась или выпала, и горячий поток газов напрямую воздействует на корпус. Медлить с ремонтом в таком случае нельзя — риск прогара корпуса и аварийной остановки всего производства крайне высок. Регулярный контроль толщины стенок с помощью ультразвуковых толщиномеров позволяет планировать замену элементов заранее, избегая внеплановых простоев.
Закупка футеровочных элементов внутреннего цилиндра подогревателя оптом имеет смысл не только из-за скидки за объем. Главный выигрыш — это унификация партии. Когда все элементы отлиты из одной плавки или серии плавок с идентичными параметрами, их поведение в печи будет предсказуемым и синхронным. Смешивание деталей от разных производителей или из разных партий часто приводит к тому, что одни элементы изнашиваются быстрее других, нарушая геометрию канала и создавая локальные зоны перегрева.
При работе с китайскими производителями важно четко формулировать техническое задание. Не достаточно просто отправить чертеж. Нужно указать:
ООО «Синхуа Хуалуньда Литая Сталь» зарекомендовало себя как партнер, способный гибко подходить к таким требованиям. Будучи членом Сетевого центра по комплектующим для электростанций Государственной энергетической корпорации Китая, компания привыкла работать с жесткими регламентами. Их опыт поставки для металлургических и мусоросжигательных заводов говорит о способности решать сложные задачи. Наличие собственного дочернего предприятия по новым материалам (ООО «Цзянсу Кайда») открывает возможности для кастомизации сплавов под специфические нужды заказчика.
Сроки изготовления зависят от сложности отливки и текущей загрузки цеха. В среднем, производство партии элементов для одного подогревателя занимает от 30 до 45 дней. Логистика до портов Дальнего Востока или Санкт-Петербурга добавляет еще 20–30 дней. Планировать закупку необходимо с учетом графика планово-предупредительных ремонтов (ППР) вашего завода. Заказывать элементы “впритык” к остановке печи — огромный риск. Оптимальная стратегия — формирование страхового запаса на складе, особенно для быстроизнашивающихся узлов.
Цена вопроса всегда обсуждается индивидуально, но стоит помнить: стоимость владения (TCO) складывается не из цены покупки, а из длительности кампании печи. Увеличение срока службы футеровки с 12 до 24 месяцев окупает любую разницу в цене закупки многократно, учитывая стоимость часа простоя цементной линии или металлургического агрегата.
Для стандартных позиций, таких как сегменты или анкеры, многие китайские заводы готовы отгружать небольшие партии от 500 кг или даже поштучно, если это выгодно с точки зрения логистики (заполнение контейнера). Однако для сложных отливок, таких как внутренний цилиндр целиком или крупные узлы, минимальный заказ обычно определяется весом одной отливки или комплекта на один агрегат. ООО «Синхуа Хуалуньда Литая Сталь» работает как с крупными оптовыми партиями для холдингов, так и с разовыми заказами на замену, но рентабельность доставки морем делает целесообразным заказ хотя бы на половину 20-футового контейнера.
Да, это стандартная практика. Китайские инженеры хорошо знакомы с советскими и российскими стандартами (ГОСТ). Вы можете предоставить чертежи с обозначением марок стали по ГОСТ (например, 20Х23Н18, 12Х18Н9Т и т.д.), и технологи завода подберут ближайший китайский аналог (по стандарту GB) с гарантией соответствия механических свойств. Более того, при необходимости они могут произвести плавку строго по вашему химическому составу, предоставив протокол спектрального анализа перед отгрузкой.
Стандартная гарантия на отсутствие литейных дефектов (раковины, трещины, непроливы) составляет 12 месяцев с момента отгрузки или до момента монтажа, в зависимости от условий контракта. Гарантия на износостойкость в рабочих условиях обычно не дается, так как зависит от режима эксплуатации печи (температура, абразивность сырья, количество пусков). Однако reputable поставщики, такие как рассматриваемая нами компания, готовы рассмотреть претензии в случае преждевременного разрушения, если будет доказано, что причина кроется в качестве металла (подтверждается независимой экспертизой образцов).
Наиболее надежный вариант — приглашение независимого инспектора (например, SGS, BV или представителя заказчика) на завод для проведения пре-шипмент инспекции. Инспектор проверяет размеры, проводит визуальный осмотр, проверяет документы и при необходимости присутствует при проведении испытаний. Если выезд инспектора невозможен, завод предоставляет полный пакет фото- и видеоотчетов, а также оригиналы сертификатов качества и результатов НК. Для ответственных заказов мы всегда рекомендуем проводить независимую инспекцию.
Подводя итог, можно сказать, что рынок китайских жаропрочных отливок прошел стадию “дешевого некачественного товара”. Сегодня лидеры отрасли, такие как ООО «Синхуа Хуалуньда Литая Сталь», предлагают продукт мирового уровня, сочетающий передовые технологии литья, строгий контроль качества и конкурентную цену. Правильный выбор поставщика и грамотное техническое задание — залог долгой и бесперебойной работы вашего промышленного оборудования.
Если вы планируете модернизацию линии или нуждаетесь в срочной поставке запасных частей, не откладывайте решение вопроса на последний момент. Свяжитесь с нами сегодня для консультации по подбору материалов и расчету стоимости вашего проекта. Мы поможем найти оптимальное решение, которое обеспечит надежность вашего производства на годы вперед. Узнать больше о жаропрочных отливках и условиях поставки.