2026-05-26
Выбор надежных футеровочных элементов внутреннего цилиндра подогревателя определяет не только срок службы агрегата, но и общую энергоэффективность производственной линии. В нашей практике работы с цементными заводами и металлургическими комбинатами мы неоднократно сталкивались с ситуацией, когда экономия на начальном этапе закупки приводила к остановке печи через 3–4 месяца эксплуатации вместо гарантированных 18–24 месяцев. Ключевая проблема кроется не в цене за тонну, а в способности материала выдерживать циклические термические удары и абразивный износ в зоне максимальных температур. Поставщики, предлагающие универсальные решения без учета конкретной химии сырья или профиля газового потока, часто игнорируют критические параметры микроструктуры сплава.
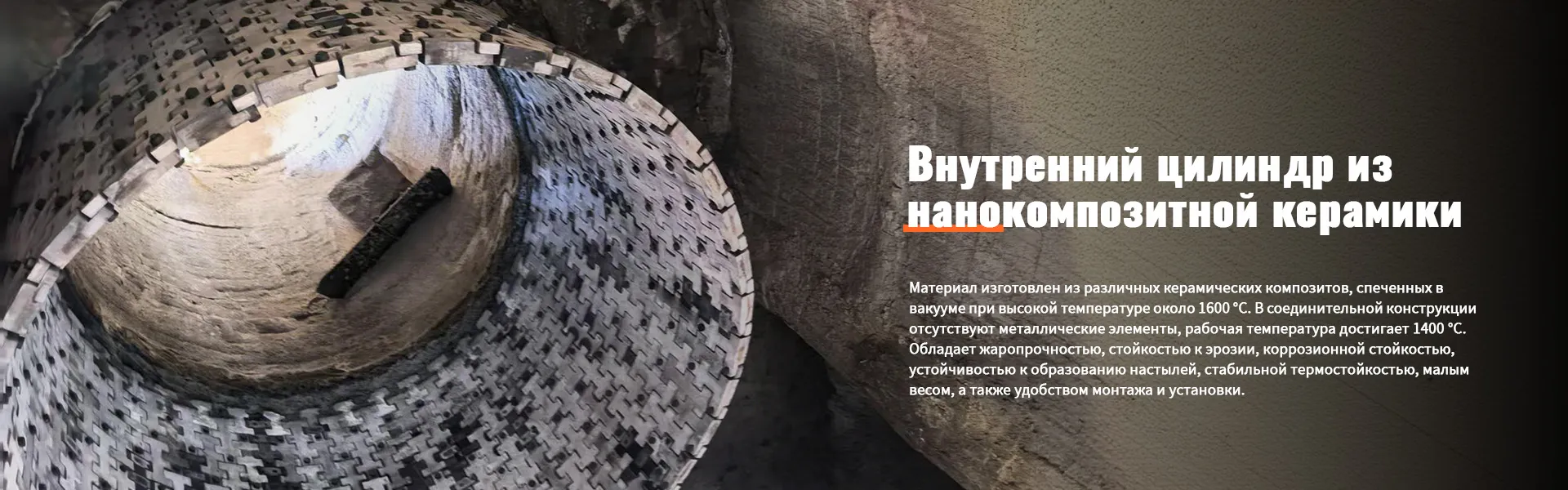
Для инженеров-закупщиков важно понимать: внутренний цилиндр подогревателя работает в агрессивной среде, где температура газов достигает 900–1100°C, а поток содержит высокоабразивную пыль клинкера или руды. Стандартные чугунные отливки здесь быстро деградируют. Решением становятся специализированные жаропрочные стали и бесхромовые композиты, разработанные с учетом реальных нагрузок. Компания ООО «Синхуа Хуалуньда Литая Сталь», являясь государственным предприятием с полным циклом производства от литья по газифицируемым моделям до финишной мехобработки, внедрила именно такие технологии, позволяя клиентам избегать частых ремонтов. В этом руководстве мы разберем технические нюансы, которые отличают качественный продукт от брака, и дадим конкретные рекомендации по спецификации заказа.
Традиционный подход к футеровке зон высоких температур базировался на использовании высокохромистых чугунов (типа Cr26 или Cr28). Эти материалы действительно обладают высокой твердостью, но их главный недостаток — хрупкость при резких перепадах температур. Когда холодный материал попадает на раскаленную поверхность футеровки, возникают термические напряжения, превышающие предел прочности чугуна. Результат предсказуем: сетка трещин, выкрашивание фрагментов и попадание металлического лома в технологический процесс, что может вывести из строя downstream-оборудование.
Современная инженерия сместила фокус в сторону аустенитных жаропрочных сталей и специальных сплавов с карбидным упрочнением. В лаборатории ООО «Цзянсу Кайда Новые Материалы и Технологии» (дочернее предприятие группы Синхуа) были проведены испытания, показавшие, что применение модифицированных сталей с добавлением ниобия и ванадия увеличивает сопротивление термоудару на 40–45% по сравнению с классическим Cr26. Более того, в ответ на ужесточение экологических норм Министерства промышленности и информатизации КНР, наши инженеры разработали и внедрили бесхромовые материалы. Это не просто дань моде, а необходимость: при утилизации отработанной футеровки отсутствие токсичного шестивалентного хрома упрощает переработку и снижает экологические риски предприятия.
Важным параметром является не только химический состав, но и структура литого зерна. Использование передовой линии литья по газифицируемым моделям позволяет получать отливки с минимальными литейными дефектами и однородной структурой. Спектрометрический контроль каждой плавки гарантирует, что содержание легирующих элементов находится в узком допуске. Например, отклонение содержания никеля всего на 0.5% может снизить окалиностойкость при 1000°C на 15%. Мы рекомендуем заказчикам требовать от поставщика предоставления протоколов химического анализа для каждой партии отливок, а не усредненных данных за год.
При выборе материала также следует учитывать тип сырья. Для линий по обжигу известняка, где абразивность ниже, но важнее коррозионная стойкость к щелочам, оптимальны стали типа HK40 или их аналоги с повышенным содержанием никеля. Для цементных печей, работающих на альтернативном топливе с высоким содержанием хлора и серы, требуются сплавы с добавками молибдена и кремния, формирующие защитную оксидную пленку. Универсального решения не существует — каждый проект требует индивидуального подбора марки стали.
| Параметр | Высокохромистый чугун (Cr26) | Жаропрочная сталь (HK40/аналоги) | Бесхромовый нанокомпозит (Разработка Синхуа) |
|---|---|---|---|
| Твердость (HRC) | 58–62 | 35–42 | 45–50 (с поверхностным упрочнением до 55) |
| Ударная вязкость (KCU) | Низкая (2–4 Дж/см²) | Высокая (15–20 Дж/см²) | Оптимальная (12–18 Дж/см²) |
| Термостойкость (циклы) | До 150 циклов | Более 500 циклов | Более 600 циклов |
| Макс. рабочая температура | до 900°C | до 1150°C | до 1200°C |
| Экологичность утилизации | Требует спец. утилизации (токсичен) | Стандартная утилизация | Полностью безопасна |
| Рекомендуемая область | Зоны с низким термоударом | Зоны высоких температур и нагрузок | Агрессивные среды, эко-проекты |
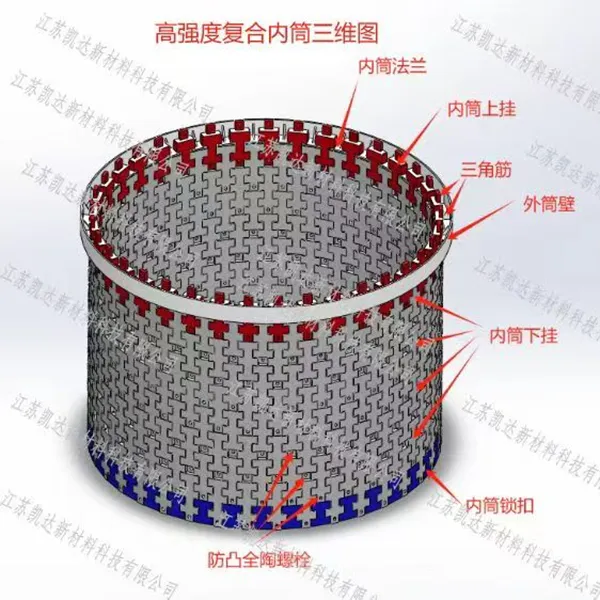
Даже самый совершенный сплав не спасет ситуацию, если геометрия футеровочных элементов внутреннего цилиндра подогревателя не соответствует проектным допускам. Зазоры между сегментами футеровки напрямую влияют на аэродинамическое сопротивление системы. Если стыки негерметичны, горячие газы начинают проникать в межфутеровочное пространство, вызывая локальный перегрев несущего металлического корпуса цилиндра. Это приводит к его короблению и, как следствие, к нарушению соосности всего вращающегося узла.
В нашей практике был зафиксирован случай на одном из крупных цементных заводов в провинции Шаньдун, где преждевременный выход из строя подогревателя был вызван именно неточностью литья. Поставщик сэкономил на механической обработке торцевых поверхностей сегментов. Допуск составил не требуемые ±0.5 мм, а фактические ±2.0 мм. В результате образовались каналы для газового байпаса. Температура корпуса поднялась выше расчетной на 80°C, что привело к потере жесткости конструкции и вибрации, разрушившей опорные ролики. Ремонт обошелся заказчику в три раза дороже стоимости первоначальной экономии на качественной обработке.
Производственная база ООО «Синхуа Хуалуньда Литая Сталь» оснащена горизонтальными обрабатывающими центрами с ЧПУ, что позволяет гарантировать соблюдение геометрических параметров любой сложности. Мы понимаем, что для внутреннего цилиндра критически важна не только плоскостность контактных поверхностей, но и точность отверстий под крепеж. Смещение отверстия даже на 1 мм может сделать монтаж невозможным без применения силы, что создает остаточные напряжения в детали еще до начала эксплуатации.
Особое внимание следует уделять системе крепления. Анкерные элементы универсального применения, разработанные нашими конструкторами совместно с Тяньцзиньским проектным институтом, обеспечивают надежную фиксацию футеровки даже при интенсивной вибрации. Неправильно подобранный анкер может стать точкой концентрации напряжений. Мы рекомендуем использовать анкеры из той же жаропрочной стали, что и основная футеровка, чтобы избежать гальванической коррозии и различий в коэффициенте теплового расширения.
Доверие к поставщику строится на прозрачности процессов контроля качества. Сертификат ISO 9001 — это необходимый минимум, но для критических узлов вроде внутреннего цилиндра подогревателя требуется более глубокий аудит. Система качества должна охватывать весь цикл: от входного контроля шихты до финальной приемки. В ООО «Синхуа Хуалуньда Литая Сталь» внедрена система, где каждая отливка имеет свой паспорт прослеживаемости.
Первый рубеж обороны — спектральный анализ. Он проводится непосредственно в процессе плавки. Оператор не имеет права начать разливку металла, пока химический состав не будет строго соответствовать карте плавки. Это исключает риск получения отливок с непредсказуемыми свойствами. Далее следует контроль литейной формы. Дефекты типа раковин или газовых пузырей, скрытые внутри тела детали, выявляются с помощью дефектоскопии неразрушающего контроля (УЗК или радиография).
Металлографический анализ является обязательным этапом для подтверждения структуры материала. Под микроскопом видна форма и распределение карбидов. Грубые, крупные карбиды по границам зерен — признак нарушения технологии термообработки, что резко снижает ударную вязкость. Наши специалисты проводят такой анализ для каждой контрольной партии. Клиенты могут запросить фотоотчеты микрошлифов, чтобы убедиться в качестве продукции до отгрузки.
Финальный этап —尺寸控制 (контроль размеров) и визуальный осмотр. Здесь используется современный комплекс контрольно-измерительных приборов. Любая деталь, имеющая следы недолива, трещины или отклонения от чертежа, бракуется автоматически. Такой жесткий подход позволяет нам поставлять продукцию крупнейшим цементным холдингам Китая и экспортировать её на международные рынки, где требования к надежности оборудования особенно высоки.
Даже идеально изготовленные футеровочные элементы внутреннего цилиндра подогревателя могут быть скомпрометированы на этапе монтажа. Одна из самых распространенных ошибок — игнорирование температурных зазоров при сборке. Монтажники часто стремятся собрать конструкцию “вплотную”, забывая, что при нагреве металл расширяется. Отсутствие компенсационных зазоров приводит к тому, что при первом же прогреве сегменты футеровки упираются друг в друга, создавая колоссальные сжимающие напряжения. Это вызывает коробление деталей и выпучивание кладки внутрь газового канала.
Второй критический момент — качество сварных швов при креплении анкеров. Если сварка выполнена с нарушением режима (слишком большой ток, отсутствие预热 – предварительного подогрева), в зоне термического влияния образуются закалочные структуры, склонные к образованию холодных трещин. Мы рекомендуем строго следовать технологическим картам сварки, разработанным для конкретных марок сталей. Использование электродов, не соответствующих основному металлу по составу, недопустимо.
Логистика тяжелых промышленных отливок также требует профессионального подхода. Неправильная строповка или удары при погрузке могут создать микротрещины, которые проявятся только в процессе эксплуатации под нагрузкой. Упаковка продукции ООО «Синхуа Хуалуньда Литая Сталь» предусматривает использование деревянных ложементов и амортизирующих прокладок, исключающих контакт металла с металлом при транспортировке. Каждая партия сопровождается инструкцией по монтажу, где указаны рекомендуемые моменты затяжки болтов и величины зазоров.
Для ускорения ввода в эксплуатацию мы предлагаем услугу шеф-монтажа или дистанционного сопровождения. Наши инженеры готовы проконсультировать бригаду монтажников в режиме реального времени, помогая избежать фатальных ошибок. Опыт показывает, что привлечение специалистов производителя на этапе установки сокращает время простоя оборудования при замене футеровки на 20–30%.
При закупке промышленной футеровки фокусироваться исключительно на цене за килограмм отливки — стратегическая ошибка. Гораздо важнее показатель совокупной стоимости владения (TCO — Total Cost of Ownership). Дешевая футеровка, требующая замены каждые полгода, обходится предприятию значительно дороже премиального продукта с ресурсом 2 года. В стоимость простоя входит не только цена новых деталей, но и потерянная прибыль от остановки линии, оплата сверхурочных работ ремонтной бригады, расход топлива на повторный разогрев печи.
Рассмотрим пример. Замена футеровки внутреннего цилиндра на линии производительностью 5000 тонн клинкера в сутки занимает около 48 часов. Простой такой линии может стоить десятки тысяч долларов в час. Если дешевая футеровка выходит из строя в два раза чаще, годовые потери от простоев могут превысить миллион долларов. Инвестиция в качественные жаропрочные компоненты от надежного производителя, такого как ООО «Синхуа Хуалуньда Литая Сталь», окупается уже в первый год эксплуатации за счет увеличения межремонтного интервала.
Кроме того, современные материалы позволяют оптимизировать вес конструкции. Благодаря повышенной прочности можно уменьшить толщину стенок футеровочных элементов без потери надежности. Это снижает общую массу вращающихся частей, что ведет к уменьшению нагрузки на привод и опорные ролики, снижая потребление электроэнергии. Энергоэффективность становится важным фактором конкурентоспособности производства в условиях роста тарифов на энергоносители.
Мы открыты для обсуждения индивидуальных условий сотрудничества и готовы предоставить технико-коммерческое предложение, учитывающее специфику вашего оборудования. Сотрудничество с нами — это доступ к технологиям, проверенным на крупнейших объектах Китая и адаптированным под глобальные стандарты.
Срок службы напрямую зависит от выбранного материала и условий эксплуатации. Для стандартных высокохромистых чугунов в умеренных условиях он составляет 12–18 месяцев. При использовании жаропрочных сталей и нанокомпозитов производства ООО «Синхуа Хуалуньда Литая Сталь» ресурс увеличивается до 24–36 месяцев и более. Однако в экстремальных условиях (высокое содержание щелочей, частые остановки и пуски печи) срок может сократиться. Точный прогноз возможен только после анализа технологами вашей карты сырья и режима работы печи.
Да, это одно из наших ключевых направлений. Мы обладаем собственным конструкторским бюро и мощностями для обратного инжиниринга. Вы можете предоставить нам чертежи (в формате PDF, DWG или STEP) или даже изношенный образец детали. Наши инженеры проведут замеры, восстановят геометрию с учетом износа и предложат оптимизированный вариант с улучшенными материалами. Производство осуществляется по технологии литья по газифицируемым моделям, что позволяет изготавливать детали сложной формы без дорогостоящей оснастки в кратчайшие сроки.
Вся продукция сертифицирована по стандарту ISO 9001. На каждую партию отливок мы предоставляем полный пакет документов: сертификат качества с химическим составом и механическими свойствами, отчет о неразрушающем контроле, паспорт на материал. При необходимости возможно получение сертификатов происхождения формы А или других документов, требуемых таможенным законодательством страны импортера. Наша продукция соответствует международным требованиям по прочности и безопасности.
Стандартный срок изготовления партии футеровочных элементов составляет 30–45 дней с момента утверждения чертежей и получения предоплаты. Этот срок включает моделирование, литье, термообработку, механическую обработку и контроль качества. Для срочных заказов или регулярных поставок по рамочному договору мы можем сократить сроки до 20–25 дней за счет оптимизации производственного планирования и наличия задела полуфабрикатов.
Да, ООО «Синхуа Хуалуньда Литая Сталь» имеет опыт экспортных поставок в страны СНГ, Юго-Восточной Азии, Ближнего Востока и Европы. Мы берем на себя организацию логистики до порта отгрузки или до границы (в зависимости от условий Incoterms: FOB, CIF, DAP). Наша служба ВЭД поможет оформить все необходимые экспортные документы и обеспечить надежную упаковку груза для морской или железнодорожной перевозки.
Выбор правильного поставщика футеровки — это инвестиция в стабильность вашего производства. Не рискуйте эффективностью линии ради сомнительной экономии. Свяжитесь с нами сегодня, чтобы получить консультацию ведущих инженеров и расчет стоимости проекта с учетом всех технических нюансов. Мы готовы стать вашим стратегическим партнером в модернизации промышленного оборудования.
Для получения дополнительной информации о наших возможностях и продуктовой линейке посетите раздел жаропрочные отливки для цементной промышленности на нашем сайте или свяжитесь с отделом продаж для обсуждения деталей вашего заказа.