2026-05-26
Выбор футеровочных элементов внутреннего цилиндра подогревателя напрямую определяет энергоэффективность всей линии обжига клинкера. В нашей практике мы наблюдали случаи, когда экономия 5% на стоимости отливок приводила к потере 15% тепловой мощности агрегата уже через полгода эксплуатации из-за деформации геометрии канала. Ключевым параметром здесь является не просто марка стали, а способность материала сохранять форму при циклических нагревах до 1100°C и резких охлаждениях холодным воздухом. Если элемент «плывет», нарушается аэродинамика потока вторичного воздуха, что мгновенно сказывается на качестве горения в печи.
Мы рекомендуем обращать внимание на три критических показателя при закупке: коэффициент термического расширения, предел текучести при высоких температурах и ударную вязкость. Для стандартных условий работы подогревателей типа CPC или ILC оптимальным решением являются жаропрочные стали с легированием никелем и хромом, обеспечивающие работу в диапазоне 850–950°C. Однако для зон с максимальной абразивной нагрузкой, где скорость газового потока превышает 25 м/с, требуются специальные композитные решения. ООО «Синхуа Хуалуньда Литая Сталь» применяет именно такие дифференцированные подходы, используя данные спектрального анализа для каждой плавки, чтобы гарантировать соответствие химического состава заявленным требованиям ГОСТ и международным аналогам.
Геометрическая точность литья играет роль не меньшую, чем химия сплава. Зазоры между элементами не должны превышать 3-5 мм, иначе начинается подсос холодного воздуха или прорыв горячих газов мимо теплообменной поверхности. На нашем производстве контроль размеров осуществляется на горизонтальных обрабатывающих центрах сразу после литья по газифицируемым моделям, что исключает необходимость ручной подгонки на монтажной площадке. Это сокращает время простоя печи во время капитального ремонта на 20-30 часов, что в пересчете на тонны невыпущенного цемента дает ощутимую экономию.
Материал исполнения — это фундамент долговечности. Традиционные чугуны часто не выдерживают термоударов, возникающих при остановках печи или нестабильной работе горелок. Мы столкнулись с ситуацией у одного из клиентов в Сибири, где использование дешевой стали без достаточного содержания молибдена привело к образованию сетки трещин на внутренних цилиндрах всего за 4 месяца работы в зимний период. Разница температур между входящим холодным воздухом (-30°C) и стенкой цилиндра (+900°C) создавала колоссальные напряжения, которые материал не выдержал.
Решением стало внедрение бесхромовых наноструктурированных сплавов, разработанных совместно с Шанхайским научно-исследовательским институтом металлических материалов. Эти материалы демонстрируют повышенную стойкость к окислению и сохраняют механические свойства даже после 500 циклов «нагрев-остывание». Важно понимать: высокая жаропрочность не должна достигаться ценой снижения обрабатываемости. Наши инженеры балансируют состав так, чтобы после литья деталь можно было точно фрезеровать, обеспечивая идеальное прилегание к корпусу подогревателя.
При заказе партии обязательно требуйте протокол механических испытаний, включающий данные о твердости по Бринеллю (HB) и относительном удлинении. Для внутреннего цилиндра твердость должна находиться в пределах 280–320 HB: слишком мягкий металл быстро износится пылью, слишком твердый станет хрупким. Система качества ISO 9001, внедренная на предприятии, гарантирует, что каждая отливка проходит через спектрометр и дефектоскоп неразрушающего контроля перед отгрузкой, отсекая любой брак еще на стадии производства.
Основная причина преждевременного выхода из строя футеровочных элементов внутреннего цилиндра подогревателя — это не износ, а усталостное разрушение металла. В отличие от футеровки самой печи, которая работает в относительно стабильном тепловом режиме, элементы подогревателя постоянно подвергаются пульсации температур. Газы движутся неравномерно, возникают зоны локального перегрева, особенно если сырьевая мука имеет нестабильный гранулометрический состав. Именно здесь проявляется важность правильного проектирования формы элемента.
Частая ошибка монтажников — игнорирование компенсационных зазоров при установке новых цилиндров. Металл при нагреве расширяется, и если не оставить предусмотренного проектом пространства, элементы начинают давить друг на друга, вызывая коробление всей конструкции. Мы видели последствия такой ошибки: внутренний цилиндр выгибался дугой, перекрывая проход для воздуха, что приводило к росту сопротивления системы и падению производительности вентиляторов. Чтобы избежать этого, наши специалисты рекомендуют использовать шаблоны для контроля зазоров непосредственно во время сборки.
Еще одна скрытая угроза — коррозия под напряжением в зонах сварных швов или креплений. Если проект предусматривает сварку элементов между собой или с несущими конструкциями, необходимо строго соблюдать технологию предварительного подогрева и последующего отпуска. Пренебрежение этим правилом создает зоны остаточных напряжений, которые становятся очагами коррозии под воздействием агрессивных компонентов печных газов (серы, хлора). Продукция, выпускаемая под контролем Национального технического комитета по стандартизации машин для промышленности строительных материалов, изначально разрабатывается с учетом этих рисков, минимизируя необходимость сварочных работ на объекте за счет использования болтовых соединений или специальной конфигурации замков.
Определить критический износ футеровки внутреннего цилиндра можно не только во время остановки, но и по косвенным признакам в процессе работы. Рост температуры отходящих газов при неизменном расходе топлива — первый сигнал о том, что теплообмен нарушен. Это может означать, что элементы деформировались и газы идут по пути наименьшего сопротивления, минуя теплообменную поверхность. Другой признак — увеличение содержания CO в выхлопе, свидетельствующее о нарушении подачи вторичного воздуха из-за изменения аэродинамики внутри подогревателя.
Мы советуем проводить визуальный осмотр через лючки каждые 3-4 месяца, фиксируя толщину стенки элементов ультразвуковым толщиномером. Критическим считается уменьшение толщины более чем на 30% от первоначального значения. Однако ждать полного износа опасно: внезапное разрушение крупного фрагмента цилиндра может повредить расположенные ниже колосниковые решетки или засорить систему выгрузки клинкера. Стратегическое планирование замены, основанное на данных мониторинга, позволяет заказать новые футеровочные элементы внутреннего цилиндра подогревателя заранее, избегая авральных ситуаций и простоев.
Опыт показывает, что комплексная замена всех элементов цикла одновременно эффективнее, чем точечный ремонт. Разница в степени износа старых и новых деталей создает неравномерность потока, ускоряющую деградацию как новых, так и оставшихся старых элементов. Поэтому при планировании бюджета на модернизацию целесообразнее рассматривать полную замену комплекта, используя возможности нашего полного производственного цикла для изготовления всей партии в едином технологическом ритме с одинаковыми свойствами металла.
Качество конечного продукта закладывается еще на этапе моделирования. Использование технологии литья по газифицируемым моделям (Lost Foam) позволяет получать отливки сложной геометрической формы с высокой точностью и чистотой поверхности. Для внутреннего цилиндра подогревателя это критически важно, так как любая неровность внутренней поверхности создает турбулентность, повышающую гидравлическое сопротивление. В отличие от традиционного песчаного литья, наша технология исключает наличие швов разъема формы и минимизирует припуски на механическую обработку.
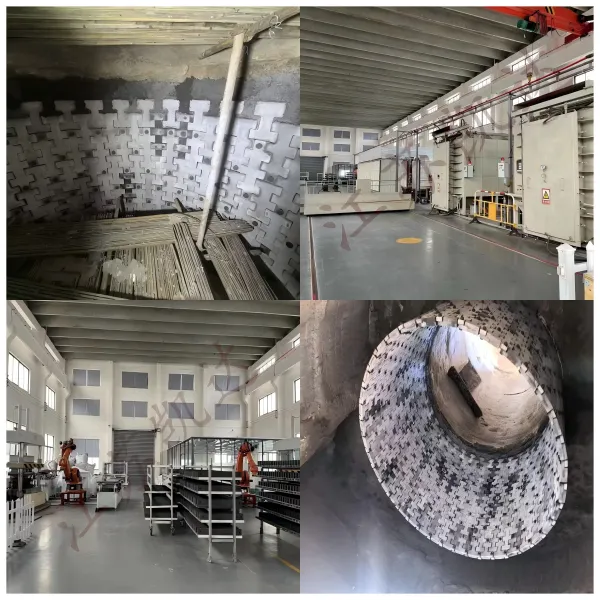
Процесс производства в ООО «Синхуа Хуалуньда Литая Сталь» включает несколько этапов жесткого контроля. Входной контроль сырья проверяет химический состав шихты, исключая попадание вредных примесей. Во время плавки ведется непрерывный мониторинг температуры и состава металла с помощью экспресс-анализаторов. После заливки и выбивки каждая отливка подвергается дробеметной очистке, которая не только удаляет остатки формы, но и создает на поверхности упрочненный слой, повышающий коррозионную стойкость.
Финишная механическая обработка на горизонтальных обрабатывающих центрах обеспечивает соблюдение допусков на плоскостность и перпендикулярность поверхностей. Это гарантирует, что при монтаже элементы состыкуются без зазоров, через которые мог бы происходить проскок газов. Особое внимание уделяется контролю внутренних дефектов. Дефектоскопия ультразвуком и радиографический контроль позволяют выявить скрытые раковины или трещины, невидимые глазу. Только после прохождения всех этих этапов изделие получает паспорт качества и маркировку, подтверждающую его соответствие стандартам ISO 9001.
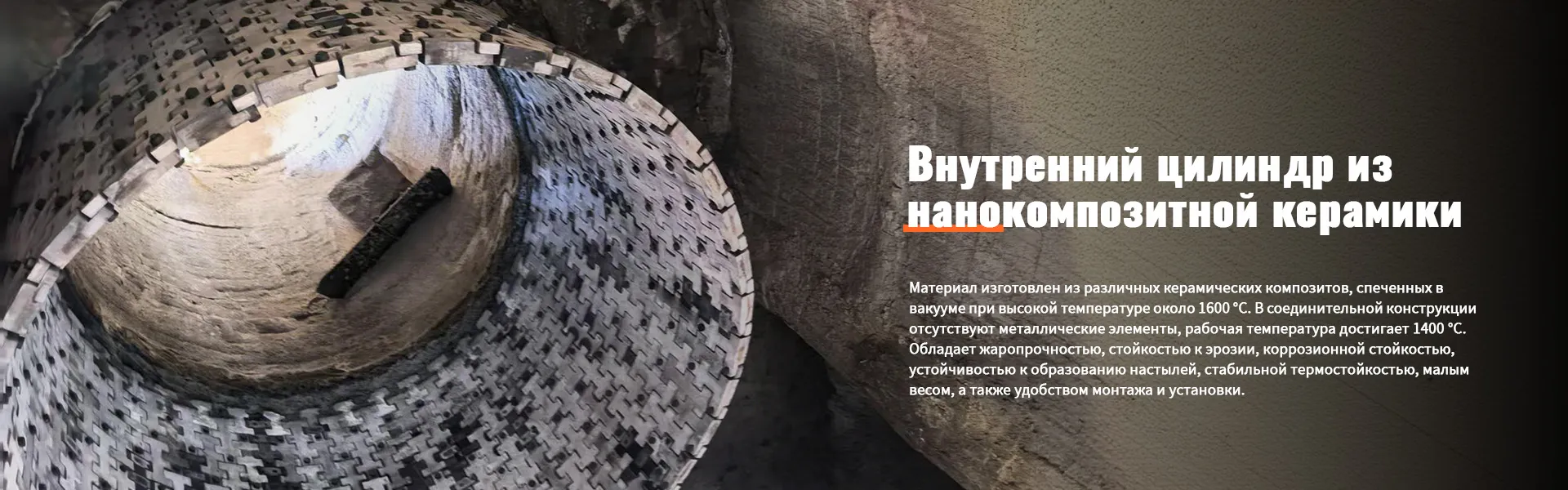
Постоянное развитие продуктовой линейки невозможно без научной базы. Сотрудничество с ведущими институтами, такими как Тяньджинский и Нанкинский проектные институты, а также Цзянсуский исследовательский центр термической обработки, позволяет нам внедрять передовые разработки в серийное производство. Одним из таких прорывов стало создание нанокомпозитных материалов, которые сочетают высокую жаропрочность с улучшенной ударной вязкостью. Эти материалы особенно актуальны для современных высокопроизводительных линий, где тепловые нагрузки экстремальны.
Ответ на экологические требования Министерства промышленности и информатизации КНР был дан через разработку бесхромовых сплавов. Традиционные хромистые стали, хотя и обладают отличными свойствами, создают риски при утилизации и определенные сложности при сварке. Новые бесхромовые композиции, запатентованные нами, не уступают по эксплуатационным характеристикам, но являются более безопасными и технологичными. Это пример того, как фундаментальная наука трансформируется в конкретное конкурентное преимущество для заказчика.
Мы не просто отливаем металл, мы адаптируем решение под конкретный процесс. Учитывая опыт работы с крупнейшими цементными холдингами Китая и предприятиями металлургического сектора, мы знаем, что универсальных решений не существует. Условия работы подогревателя на заводе в пустыне и на заводе в зоне вечной мерзлоты кардинально различаются. Поэтому наша инженерная служба готова провести аудит ваших текущих условий эксплуатации и предложить модификацию состава стали или конструкции элемента specifically под ваши нужды.
| Параметр сравнения | Стандартное решение (Серийная сталь) | Премиум решение (Спецсплав Синхуа) | Влияние на эксплуатацию |
|---|---|---|---|
| Рабочая температура | До 850°C | До 1150°C | Возможность форсирования печи без риска деформации футеровки |
| Стойкость к термоудару | Средняя (риск трещин при частых остановках) | Высокая (наноструктурированная матрица) | Увеличение межремонтного интервала на 30-40% |
| Точность геометрии | ±2 мм (требует подгонки) | ±0.5 мм (готово к монтажу) | Сокращение времени монтажа и отсутствие щелей для газов |
| Содержание хрома | Высокое (стандартные жаропрочные стали) | Оптимизированное / Бесхромовые варианты | Соответствие эко-нормам и упрощение утилизации |
| Гарантийный срок | 6-8 месяцев | 12-18 месяцев | Снижение совокупной стоимости владения (TCO) |
Поставка крупногабаритных узлов для цементной и металлургической промышленности требует тщательной логистической подготовки. Упаковка футеровочных элементов внутреннего цилиндра подогревателя производится с учетом длительной транспортировки и возможных перегрузок. Каждый элемент фиксируется в деревянном ящике с использованием демпфирующих материалов, исключающих вибрационное повреждение при перевозке морем или ж/д транспортом. Маркировка соответствует международной системе кодирования грузов, что упрощает приемку на таможенных терминалах.
Монтаж изделий, изготовленных на нашем предприятии, обычно не вызывает сложностей благодаря высокой точности изготовления. Однако мы настоятельно рекомендуем привлекать наших специалистов или сертифицированных партнеров для шеф-монтажа первой партии. Это позволит избежать типичных ошибок установки, таких как неправильная затяжка крепежа или нарушение последовательности сборки колец цилиндра. В нашей практике был случай, когда клиент самостоятельно устанавливал элементы, нарушив момент затяжки болтов, что привело к их срезанию при первом же прогреве линии.
Сервисная поддержка не заканчивается отгрузкой. Как член Сетевого центра по комплектующим для электростанций Государственной энергетической корпорации Китая, мы понимаем важность бесперебойности поставок. Мы формируем страховой запас наиболее востребованных типоразмеров на складе, что позволяет отгружать аварийные заказы в течение 7-10 дней. Для постоянных партнеров предусмотрена система мониторинга ресурса установленных изделий: мы напоминаем о плановой замене заранее, основываясь на статистике отработки аналогичных партий в схожих условиях.
Вопрос «почему Китай?» сегодня трансформировался в вопрос «какой именно завод в Китае?». Рынок перенасыщен предложениями, но лишь единицы предприятий обладают полным циклом контроля качества и собственной научной базой. ООО «Синхуа Хуалуньда Литая Сталь», основанное в 2006 году и реорганизованное в современное высокотехнологичное общество, занимает нишу производителя, способного конкурировать с европейскими брендами по качеству, предлагая при этом гибкие условия поставки и адаптацию под специфические требования заказчика.
Наше преимущество — в вертикальной интеграции. От разработки чертежей и создания моделей до плавки, литья, мехобработки и финишного контроля — все процессы находятся под одним управлением. Это исключает риски, связанные с передачей заказов на субподряд, когда ответственность размывается. Наличие собственного парка оборудования, включая современные спектрометры и дефектоскопы, позволяет нам выдавать продукт, который проходит любую независимую экспертизу. Клиенты из Европы и СНГ ценят эту прозрачность: они получают не просто «металл», а документально подтвержденное качество.
География наших поставок охватывает десятки стран, и каждый регион диктует свои правила. Где-то важен строгий ГОСТ, где-то — американские ASTM или немецкие DIN. Наша инженерная команда свободно ориентируется в международных стандартах и готова сертифицировать продукцию под любые требования рынка импорта. Дочернее предприятие ООО «Цзянсу Кайда Новые Материалы и Технологии», созданное в 2014 году, дополнительно усилило наши позиции в области новых материалов, открыв доступ к самым современным разработкам в области термостойких композитов.
Мы понимаем специфику ремонтных кампаний, поэтому не устанавливаем завышенных барьеров. Минимальный заказ зависит от типа изделия: для стандартных элементов внутреннего цилиндра возможен заказ от 1 комплекта (обычно это 4-8 секций в зависимости от диаметра печи). Для уникальных非标 (нестандартных) изделий, требующих изготовления новой оснастки, MOQ может быть выше, чтобы окупить стоимость моделей. Однако в случае долгосрочного контракта мы готовы изготовить пробную партию даже в единичном экземпляре для проведения испытаний на вашем объекте.
Стандартный срок производства партии составляет 25-35 рабочих дней с момента утверждения чертежей и получения аванса. Этот срок включает в себя время на плавку, литье, термообработку и механическую обработку. Если требуется срочная отгрузка, мы можем оптимизировать график за счет приоритетного запуска в производство, сократив срок до 15-20 дней, но это требует отдельного согласования. Доставка морским транспортом до основных портов мира занимает от 20 до 45 дней в зависимости от направления. Ж/д доставка в страны СНГ осуществляется быстрее — в среднем 15-25 дней.
Да, мы предоставляем официальную гарантию на отсутствие литейных дефектов и соответствие химического состава заявленным спецификациям. Гарантийный срок обычно составляет 12 месяцев с момента ввода в эксплуатацию или 18 месяцев с даты отгрузки (в зависимости от того, что наступит раньше). Гарантия не распространяется на повреждения, вызванные нарушением правил монтажа, эксплуатацией за пределами расчетных параметров (например, превышением максимальной температуры) или внешними механическими воздействиями. Все гарантийные случаи рассматриваются индивидуально с выездом нашего специалиста или по результатам независимой экспертизы.
Безусловно. Работа по чертежам заказчика (OEM) — одно из наших ключевых направлений. Вы можете прислать чертежи в формате PDF, DWG или STEP. Наши инженеры проведут анализ технологичности конструкции и, при необходимости, предложат оптимизацию для улучшения литейных свойств без изменения функционала. Мы также можем восстановить чертеж по образцу (reverse engineering), если у вас есть только изношенная деталь. Точность воспроизведения геометрии гарантируется использованием современного оборудования для 3D-сканирования и ЧПУ-обработки.
Стандартные условия оплаты для новых клиентов: 30% аванс при подтверждении заказа и 70% перед отгрузкой против копии коносамента. Для постоянных партнеров с хорошей кредитной историей возможны индивидуальные условия, включая аккредитив или оплату части суммы после получения товара. Мы работаем с основными мировыми валютами и принимаем платежи через надежные банковские каналы. Все финансовые операции сопровождаются полным пакетом экспортных документов, необходимых для таможенной очистки груза в вашей стране.
Подводя итог, стоит отметить, что правильный выбор поставщика футеровочных элементов внутреннего цилиндра подогревателя — это инвестиция в стабильность вашего производства. Экономия на качестве оборачивается многократными потерями из-за простоев и перерасхода топлива. ООО «Синхуа Хуалуньда Литая Сталь» предлагает вам партнерство, основанное на прозрачности, технологическом лидерстве и реальной ответственности за результат. Наши двери открыты для аудита, переговоров и совместной разработки решений, которые сделают ваш бизнес эффективнее.
Не откладывайте модернизацию на потом — свяжитесь с нашей технической службой сегодня, чтобы получить детальный расчет стоимости и сроков поставки под ваш конкретный проект. Запросить коммерческое предложение на жаропрочные отливки.