2026-06-07
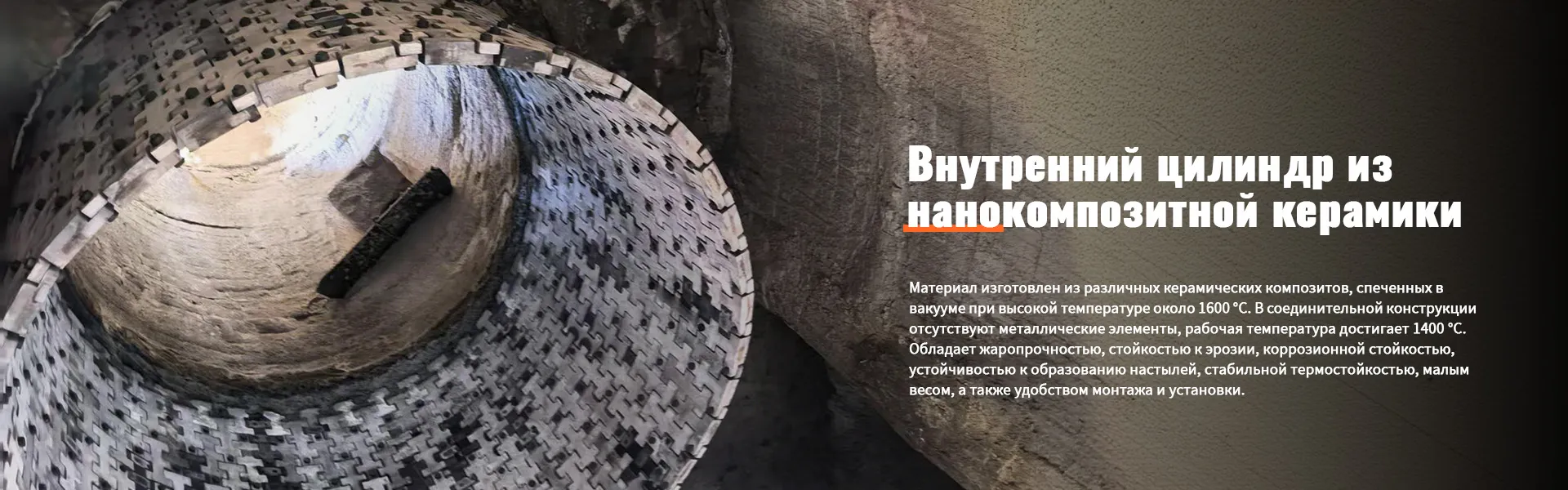
Неправильный монтаж футеровочных элементов внутреннего цилиндра подогревателя — это самая частая причина преждевременного выхода оборудования из строя, даже если вы купили отливки премиум-класса. В нашей практике мы сталкивались с ситуациями, когда заводской брак составлял менее 1%, но 40% партий возвращались на доработку или ломались в первый месяц эксплуатации из-за ошибок при сборке и термической обработке швов. Критическим фактором здесь является не только геометрия детали, но и соблюдение зазоров, выбор анкеров и режим первого прогрева. Если игнорировать эти нюансы, термоциклические нагрузки разрушат структуру материала быстрее, чем произойдет естественный износ. Эта статья основана на реальном опыте инженеров ООО «Синхуа Хуалуньда Литая Сталь» и предназначена для тех, кто хочет избежать простоев печи и гарантировать стабильную работу линии.
Перед началом работ убедитесь, что у вас есть полный комплект специализированного инструмента и проверенные чертежи. Мы рекомендуем использовать лазерный нивелир для контроля соосности, так как традиционные отвесы дают погрешность до 3 мм на высоте 5 метров, что недопустимо для современных высокотемпературных агрегатов. Вам понадобятся шлифовальные машины с алмазными дисками для подгонки стыков, высокотемпературный раствор на основе фосфатного связующего и набор калиброванных проставок для фиксации зазоров. Особое внимание уделите состоянию опорного кольца: если на нем есть нагар или деформация более 2 мм, установка новых элементов бессмысленна — они треснут в первую же неделю.
Проверка геометрии самих отливок должна проводиться до подъема их на высоту. Измерьте диагонали каждого элемента; расхождение не должно превышать 1,5 мм. Часто поставщики экономят на финишной механической обработке, оставляя литейные наплывы на стыковочных плоскостях. В компании ООО «Синхуа Хуалуньда Литая Сталь» мы использу горизонтальные обрабатывающие центры для обеспечения идеальной плоскостности, но даже наши детали требуют визуального осмотра перед монтажом. Если вы видите сколы на углах глубиной более 5 мм, такой элемент нужно либо восстановить спецсоставом, либо заменить. Игнорирование этого этапа приводит к образованию “мостиков холода” и локальному перегреву корпуса.
Самый ответственный этап, на котором совершается больше всего фатальных ошибок. Свежеуложенная футеровка содержит физически связанную воду, которая при быстром нагреве превращается в пар и разрывает материал изнутри. Мы видели случаи, когда красивая кладка взрывалась кусками размером с ладонь уже при температуре 300°C из-за нарушения графика подъема температуры. Строго следуйте регламенту: первые 12 часов температура не должна превышать 150°C, следующие 24 часа — плавный подъем до 400°C с выдержкой. Скорость нагрева не должна превышать 50°C в час. Используйте термопары, установленные непосредственно в теле футеровки, а не только в газовом потоке, чтобы контролировать реальную температуру материала.
При достижении 600-700°C происходит спекание связующих веществ раствора и окончательная усадка конструкции. В этот момент может потребоваться подтяжка некоторых анкерных соединений, если конструкция предусматривает такую возможность. Не форсируйте процесс, даже если график производства горит. Экономия двух суток на сушке может привести к месячному простою на ремонт. Компания ООО «Синхуа Хуалуньда Литая Сталь» рекомендует вести журнал температурного режима с фиксацией показаний каждый час — это единственный способ доказать соблюдение технологии в случае гарантийного спора.
Регулярный мониторинг состояния футеровки позволяет продлить её ресурс на 30-40%. Раз в квартал проводите визуальный осмотр через лючки ревизии. Обратите внимание на изменение цвета элементов: появление темных пятен может указывать на локальный перегрев или нарушение герметичности швов. Используйте тепловизор для сканирования внешней поверхности корпуса подогревателя. Горячие точки (“hot spots”) на корпусе сигнализируют об истончении футеровки или отслоении элементов изнутри. Допустимая разница температур между участками корпуса не должна превышать 40°C.
Особое внимание уделяйте зоне входа горячих газов и выходу охлажденного продукта — здесь абразивный износ максимален. Если толщина элемента уменьшилась более чем на 30% от первоначальной, планируйте его замену в ближайшую остановку. Не ждите сквозного прогорания. Ремонт “на ходу” с использованием набивных масс возможен только как временная мера и не заменяет полноценную замену элементов. Помните, что один выпавший кусок футеровки может повредить downstream оборудование, нанеся ущерб, многократно превышающий стоимость самой запчасти.
Как часто нужно менять футеровочные элементы?
Срок службы зависит от агрессивности среды и температуры. В среднем, для цементных печей ресурс составляет 12-18 месяцев, для мусоросжигательных заводов — 8-10 месяцев из-за химической коррозии. Наши нанкомпозитные материалы показывают результаты до 24 месяцев в аналогичных условиях.
Можно ли использовать б/у элементы после демонтажа?
Категорически нет. Жаропрочная сталь и керамика после цикла нагрева-охлаждения меняют свою кристаллическую структуру и получают скрытые напряжения. Повторная установка таких элементов гарантирует их разрушение при следующем термоцикле.
Какой раствор лучше использовать для заделки швов?
Используйте только те растворы, которые рекомендованы производителем элементов. Для наших изделий мы поставляем совместимые смеси на основе фосфатного связующего, обеспечивающие монолитность конструкции после обжига. Смешивание разных марок растворов запрещено.
Качество установки напрямую зависит от качества самой отливки. Если геометрия элемента “плавает” в пределах допусков, монтажник потратит часы на подгонку, неизбежно нарушая плотность швов. ООО «Синхуа Хуалуньда Литая Сталь», расположенное в городе Синхуа, использует передовую линию литья по газифицируемым моделям. Эта технология позволяет получать изделия с высокой точностью размеров и чистой поверхностью, что минимизирует необходимость механической доработки на месте. В отличие от традиционного песчаного литья, метод газифицируемых моделей исключает дефекты типа “пригар песка” и обеспечивает однородность структуры металла по всему сечению детали.
Наше предприятие, основанное в 2006 году и реорганизованное в 2009 году, прошло путь от обычного завода до высокотехнологичного государственного предприятия, назначенного Национальным техническим комитетом производителем продукции из жаропрочной стали. Мы не просто отливаем металл — мы создаем инженерные решения. Сотрудничество с Тяньцзиньским и Нанкинским проектными институтами позволило нам разработать бесхромовые материалы и нанокомпозиты, которые соответствуют самым жестким международным требованиям по стойкости к окислению и термоциклическим нагрузкам. Наша система качества ISO 9001 охватывает весь цикл: от входного контроля сырья до финальной приемки спектрометром и дефектоскопом неразрушающего контроля.
Когда вы выбираете футеровочные элементы внутреннего цилиндра подогревателя, вы выбираете надежность всего технологического процесса. Продукция нашего дочернего предприятия ООО «Цзянсу Кайда Новые Материалы и Технологии» успешно работает в крупнейших цементных холдингах Китая и на предприятиях металлургического сектора. Мы понимаем, что простой печи стоит огромных денег, поэтому гарантируем стабильность параметров и поставку в оговоренные сроки. Наши анкеры, колосниковые решетки и броневые сегменты разработаны с учетом реальных, а не кабинетных условий эксплуатации.
Инвестиции в качественную футеровку и профессиональный монтаж окупаются многократно за счет снижения расхода топлива, увеличения межремонтного периода и отсутствия внеплановых остановок. Не рискуйте производством ради экономии на этапе закупки или монтажа. Доверьте оснащение вашего оборудования технологиям, проверенным временем и практикой ведущих промышленных гигантов.
Если вы столкнулись с проблемой быстрого износа футеровки или планируете модернизацию линии, свяжитесь с нашими инженерами для аудита текущего состояния оборудования. Мы поможем подобрать оптимальное решение, которое продлит жизнь вашему подогревателю.
Футеровочные элементы и жаропрочные отливки от производителя