2026-06-09
Внутренний цилиндр подогревателя — это не просто конструктивный элемент, а критический узел, от которого зависит стабильность теплообмена и срок службы всего агрегата. Когда футеровочные элементы внутреннего цилиндра подогревателя изнашиваются сверх допустимых норм, система теряет герметичность, что приводит к падению температуры на входе в печь и резкому росту удельного расхода топлива. В нашей практике мы неоднократно сталкивались с ситуацией, когда предприятие экономило на качестве литья, выбирая дешевые аналоги, но через 4 месяца останавливало линию из-за деформации корпуса. Реальный ущерб от простоя цементной печи превышает стоимость качественной замены в десятки раз.
Проблема усугубляется тем, что многие заводы продолжают использовать устаревшие марки сталей, не способные выдерживать современные термоциклические нагрузки. Стандартные решения часто не учитывают специфику сырья: наличие абразивной пыли или агрессивных химических соединений в газовом потоке ускоряет эрозию. Мы видим, как трещины в зоне сварных швов или местах крепления анкеров становятся очагами разрушения всей конструкции. Поэтому выбор материала и технологии изготовления футеровки должен базироваться не на цене за килограмм, а на расчетном ресурсе работы в конкретных условиях вашего производства.
Замена изношенных компонентов требует комплексного подхода: от точного снятия размеров до выбора сплава с оптимальным соотношением жаропрочности и ударной вязкости. Ошибки на этапе проектирования новой детали приводят к тому, что она просто не встает на место или создает избыточные напряжения при нагреве. Наша команда инженеров рекомендует проводить полную диагностику состояния цилиндра перед заказом новых элементов, чтобы исключить повторный монтаж неподходящих деталей. Это позволяет избежать ситуации, когда новый дорогой компонент выходит из строя быстрее старого из-за неправильной геометрии или термических напряжений.
Основная задача футеровки — защита металлического корпуса от прямого воздействия высоких температур и абразивного износа. Для этого используются специальные жаропрочные стали, состав которых подбирается индивидуально под технологический процесс. Ключевым параметром здесь является способность материала сохранять механические свойства при температурах выше 800°C. Обычные конструкционные стали в таких условиях теряют прочность и начинают «течь», что ведет к необратимой деформации цилиндра. Мы используем сплавы с высоким содержанием хрома, никеля и молибдена, которые обеспечивают стабильность структуры даже при длительном перегреве.
Важно понимать разницу между жаропрочностью и жаростойкостью. Жаростойкость отвечает за сопротивление окислению поверхности, тогда как жаропрочность гарантирует, что деталь не разрушится под нагрузкой. Внутренний цилиндр подвержен обоим видам воздействий одновременно. Наши специалисты при разработке новых партий учитывают этот двойной фактор, применяя легирование, которое формирует защитную оксидную пленку и одновременно упрочняет зерно металла. Это особенно актуально для зон с максимальной турбулентностью газового потока, где скорость истирания максимальна.
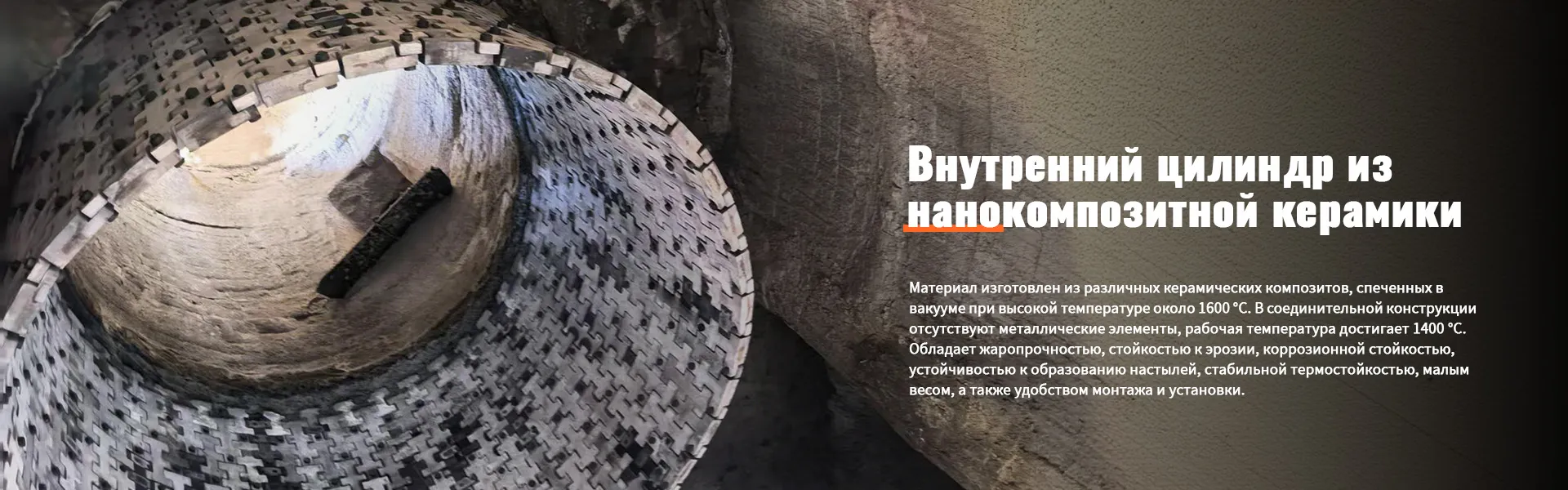
Одним из главных трендов последних лет стал переход на бесхромовые материалы в ответ на ужесточение экологических норм. Министерство промышленности и информатизации КНР активно продвигает технологии, исключающие использование токсичных элементов. ООО «Синхуа Хуалуньда Литая Сталь», являясь высокотехнологичным государственным предприятием, одним из первых внедрило производство таких сплавов. Мы разработали нанокомпозитные материалы, которые по своим характеристикам превосходят традиционные хромистые стали, обеспечивая лучшую стойкость к термоударам без вреда для окружающей среды. Это решение уже успешно применяется на крупнейших цементных холдингах Китая.
При выборе поставщика обязательно запрашивайте протоколы испытаний на механические свойства при высоких температурах. Цифры твердости по Бринеллю (HB) при комнатной температуре мало о чем говорят, если материал становится хрупким при 600°C. Надежный производитель всегда предоставляет данные по пределу ползучести и длительной прочности. Наша компания, основанная в 2006 году и реорганизованная в ООО в 2009 году, проводит полный цикл испытаний собственной продукции, включая спектрометрический анализ и дефектоскопию. Это позволяет нам гарантировать, что каждая отливка соответствует заявленным спецификациям еще до отгрузки клиенту.
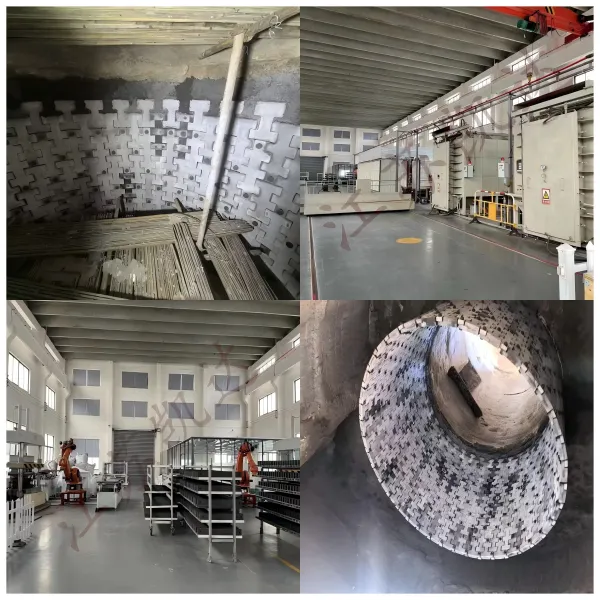
Качество готового изделия закладывается на этапе литья. Использование передовой линии литья по газифицируемым моделям позволяет получать отливки сложной конфигурации с высокой точностью геометрических размеров. Эта технология исключает необходимость в традиционных стержнях и формах, что снижает риск возникновения внутренних дефектов и раковин. Для футеровочных элементов, где важна однородность структуры металла, такой метод является единственно верным решением. Мы оснастили свой завод в городе Синхуа современным оборудованием для дробемётной обработки и чистовой механической обработки, что обеспечивает идеальную поверхность деталей.
Контроль качества не заканчивается на выходе из литейного цеха. Каждое изделие проходит многоступенчатую проверку с использованием спектрометров, металлографических анализаторов и дефектоскопов неразрушающего контроля. Эти приборы позволяют выявить скрытые пороки, которые невозможно обнаружить визуально. Система менеджмента качества ISO 9001, внедренная на нашем предприятии, регламентирует каждый шаг процесса — от входного контроля сырья до финальной приемки. Строгое соблюдение этих стандартов гарантирует стабильность параметров партии и соответствие техническим условиям заказчика.
Механическая обработка играет не менее важную роль, чем само литье. Точность посадки футеровочных элементов определяет плотность прилегания и отсутствие зазоров, через которые могут прорываться горячие газы. Наши горизонтальные обрабатывающие центры обеспечивают микронную точность размеров, что критически важно для сборки узлов большого диаметра. Ошибки в обработке приводят к тому, что при монтаже возникают напряжения, которые при нагреве вызывают трещины. Мы уделяем особое внимание финишной обработке поверхностей, контактирующих с агрессивной средой, чтобы минимизировать точки начала коррозии.
Наши производственные мощности позволяют выполнять заказы любого объема в оговоренные сроки. Дочернее предприятие ООО «Цзянсу Кайда Новые Материалы и Технологии», созданное в 2014 году, расширяет наши возможности по разработке новых материалов и технологий. Сотрудничество с ведущими научно-исследовательскими институтами, такими как Тяньцзиньский и Нанкинский проектные институты, а также Шанхайский научно-исследовательский институт металлических материалов, дает нам доступ к самым передовым разработкам в области металлургии. Это партнерство позволяет нам постоянно обновлять продуктовую линейку и предлагать клиентам решения, опережающие рыночные стандарты.
Даже самая качественная деталь может выйти из строя преждевременно, если нарушена технология монтажа. Одна из самых распространенных ошибок — игнорирование температурных зазоров при сборке. Металл при нагреве расширяется, и если не предусмотреть компенсационные промежутки, возникающие напряжения разорвут конструкцию. Мы видели случаи, когда новые внутренние цилиндры деформировались в первую же неделю эксплуатации именно из-за жесткой фиксации без учета теплового расширения. Правильный монтаж требует использования специальных крепежных элементов и соблюдения последовательности затяжки болтов.
Другая частая проблема — несоответствие геометрии новых деталей старому корпусу. После длительной эксплуатации корпус подогревателя может иметь остаточные деформации. Установка идеально круглой новой футеровки в деформированный кожух приведет к локальным перегрузкам и быстрому разрушению. Перед заказом новых элементов необходимо провести тщательные замеры существующей конструкции и, при необходимости, изготовить детали с коррекцией размеров. Наши инженеры всегда рекомендуют выезд специалиста на объект для снятия точных размерных цепей перед началом производства.
Неправильный выбор типа крепления также ведет к авариям. Анкерные элементы должны соответствовать весу и габаритам футеровки. Использование универсальных креплений без учета специфики нагрузки часто приводит к их обрыву. В ассортименте нашей компании представлены анкерные элементы универсального применения, разработанные с учетом строгих эксплуатационных требований. Однако их применение должно быть обосновано расчетом. Мы адаптируем каждое изделие под конкретный технологический процесс клиента, учитывая вибрационные нагрузки и направление газового потока.
Отсутствие предварительного прогрева перед вводом в эксплуатацию — еще одна причина ранних отказов. Резкий нагрев холодной футеровки вызывает термоудар, который провоцирует образование сетки трещин. Инструкция по монтажу должна включать график постепенного повышения температуры. Нарушение этого правила сводит на нет все преимущества дорогого жаропрочного сплава. Мы предоставляем нашим клиентам подробные рекомендации по режимам ввода оборудования в работу, основанные на многолетнем опыте обслуживания линий различной мощности.
Инвестиции в качественные футеровочные элементы окупаются за счет увеличения межремонтного периода и снижения расходов на топливо. Увеличение срока службы внутреннего цилиндра даже на 20% дает существенную экономию за год эксплуатации. Простой линии для замены изношенных деталей обходится предприятию гораздо дороже, чем разница в цене между премиальным и бюджетным вариантом. Расчет показывает, что использование наших жаропрочных сплавов позволяет увеличить ресурс работы узла на 43-51% по сравнению со стандартными аналогами.
Снижение потерь тепла благодаря лучшей герметичности и теплопроводности материалов напрямую влияет на себестоимость продукции. Современные композитные материалы, разработанные нами совместно с Институтом материаловедения и инженерии Цзянсуского университета, обладают улучшенными изоляционными свойствами. Это позволяет поддерживать оптимальный температурный режим в печи при меньшем расходе энергоносителей. Для крупных цементных заводов такая экономия исчисляется миллионами рублей ежегодно.
Стратегическое партнерство с надежным поставщиком снижает риски незапланированных остановок. ООО «Синхуа Хуалуньда Литая Сталь» выступает стратегическим поставщиком комплектующих для модернизации и реконструкции промышленного оборудования для крупнейших игроков рынка. Наш статус производителя, назначенного Национальным техническим комитетом по стандартизации, гарантирует соответствие продукции всем государственным и отраслевым нормам. Членство в Сетевом центре по комплектующим для электростанций Государственной энергетической корпорации Китая подтверждает нашу надежность как партнера для ответственных проектов.
Долгосрочная перспектива работы с нами включает не только поставку деталей, но и консультационную поддержку на всех этапах жизненного цикла оборудования. Мы помогаем оптимизировать графины ТОиР, прогнозировать износ узлов и планировать закупки заранее. Такой подход позволяет нашим клиентам избегать авралов и работать в плановом режиме. Рыночная деятельность нашей компании охватывает не только Китай, но и предприятия металлургического и мусоросжигательного секторов по всему миру, что говорит о международном признании качества нашей продукции.
Какой срок службы футеровочных элементов внутреннего цилиндра?
Срок службы зависит от условий эксплуатации и составляет от 12 до 24 месяцев. При использовании наших наноструктурированных сплавов и соблюдении правил монтажа ресурс достигает 30 месяцев и более. Точный прогноз возможен после анализа конкретного технологического режима вашей линии.
Можно ли заменить только часть футеровки или нужно менять весь цилиндр?
Частичная замена возможна, если износ локален и остальные элементы находятся в хорошем состоянии. Однако мы рекомендуем оценивать состояние всего узла, так как неравномерный износ может привести к дисбалансу и ускоренному разрушению новых деталей. В большинстве случаев полная замена экономически более целесообразна.
Какие сертификаты качества вы предоставляете?
Мы предоставляем полный пакет документов, включая сертификат ISO 9001, протоколы химических и механических испытаний, паспорт качества на каждую партию. Продукция соответствует международным требованиям по прочности и стойкости к окислению. Все документы сопровождаются подписью ответственного лица и печатью предприятия.
Как быстро вы можете изготовить партию деталей?
Стандартный срок изготовления составляет 4-6 недель в зависимости от сложности заказа и объема партии. Для срочных заказов возможно сокращение сроков до 3 недель за счет оптимизации производственного графика. Наличие заготовок популярных марок сталей позволяет ускорить процесс еще больше.
Выбор правильных футеровочных элементов внутреннего цилиндра подогревателя — это инвестиция в стабильность вашего производства. Не рискуйте эффективностью линии ради сомнительной экономии. Доверьте обеспечение критических узлов профессионалам с государственным статусом и подтвержденным опытом. Свяжитесь с нами сегодня, чтобы получить индивидуальное коммерческое предложение и консультацию инженера. Мы готовы предложить решения, которые обеспечат бесперебойную работу вашего оборудования на годы вперед. Узнать подробнее о продукции из жаропрочной стали.