2026-06-08
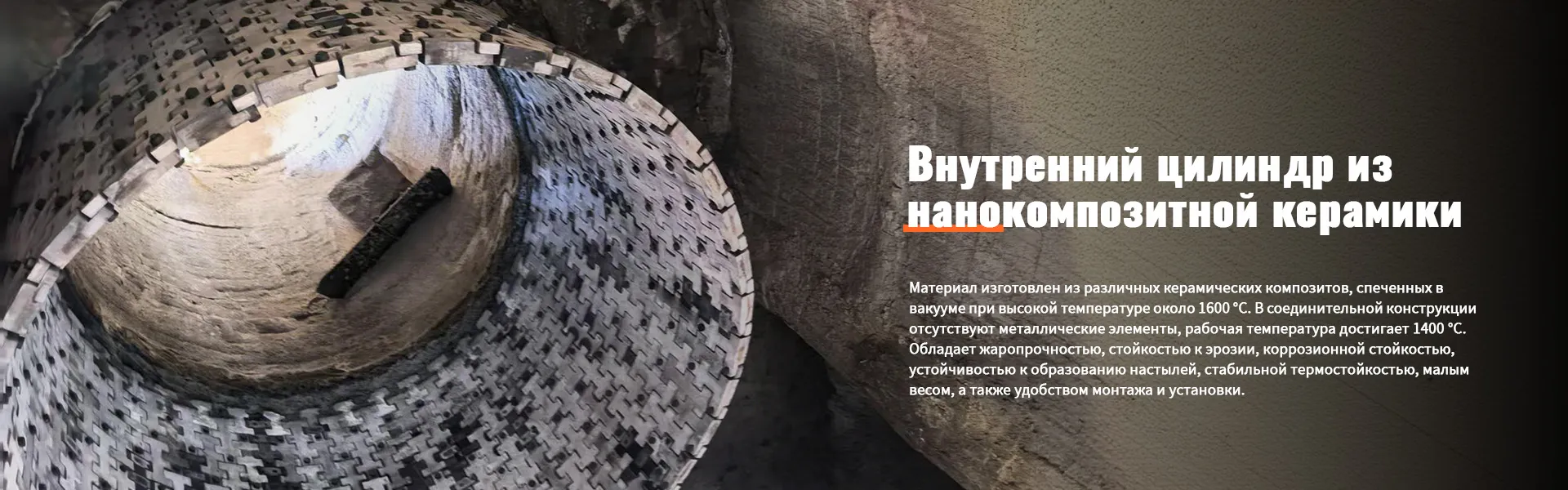
Производство футеровочных элементов внутреннего цилиндра подогревателя — это не просто литье металла по чертежу, а сложный технологический процесс, где отклонение в 0,5 мм может привести к разрушению узла через три месяца эксплуатации. В нашей практике мы неоднократно сталкивались с ситуацией, когда заводы-потребители заказывали дешевые аналоги, игнорируя требования к термостойкости сплава, и платили за это двойную цену из-за внеплановых остановок производства. На предприятии ООО «Синхуа Хуалуньда Литая Сталь», расположенном в промышленном парке города Синхуа, мы разработали регламент, который исключает человеческий фактор на критических этапах. Эта статья подробно описывает каждый шаг создания детали: от выбора шихты до финальной дефектоскопии, позволяя вам понять разницу между рядовым литьем и высокотехнологичным компонентом для тяжелых условий.
Ключевая проблема большинства поставщиков заключается в отсутствии контроля за структурой зерна металла после термообработки. Мы видим это постоянно: внешне деталь выглядит идеально, но внутри уже есть микротрещины, которые раскроются при первом же термоцикле. Наш подход базируется на строгом соблюдении стандартов ISO 9001 и использовании данных металлографического анализа в реальном времени. Если вы планируете модернизацию линии или замену изношенных узлов, понимание этого процесса поможет вам избежать ошибок при приемке продукции и выбрать действительно надежного партнера.
Все начинается не в литейном цеху, а в лаборатории входного контроля. Для производства футеровочных элементов внутреннего цилиндра подогревателя требуется сталь со специфическим балансом легирующих элементов: хрома, никеля, молибдена и редкоземельных металлов. На нашем производстве в городе Синхуа каждая партия сырья проходит спектральный анализ. Мы не используем усредненные значения из сертификатов поставщиков, так как реальный состав лома или ферросплавов часто отличается от заявленного на 3-5%, что критично для жаропрочности.
Процесс подготовки шихты включает тщательную очистку от масел, ржавчины и посторонних включений. Один из наших клиентов однажды столкнулся с преждевременным выходом из строя партии решеток именно из-за загрязнения шихты фосфором, который сделал металл хрупким при высоких температурах. Чтобы исключить подобные риски, ООО «Синхуа Хуалуньда Литая Сталь» внедрил многоступенчатую систему сортировки и предварительного нагрева шихты перед загрузкой в печь. Это позволяет удалить влагу и летучие вещества, снижая вероятность газовых раковин в готовой отливке.
Расчет химического состава ведется с учетом конечной температуры эксплуатации подогревателя. Для разных зон внутреннего цилиндра требуются разные марки стали: где-то важнее сопротивление абразивному износу, а где-то — стойкость к окислению. Наши инженеры совместно со специалистами Тяньцзиньского проектного института разрабатывают индивидуальные рецептуры сплавов под конкретные задачи заказчика. Например, для участков с температурой выше 1100°C мы увеличиваем содержание алюминия и кремния для формирования плотной оксидной пленки, защищающей основу металла.
Важный нюанс: никогда не соглашайтесь на покупку футеровки без предоставления протокола спектрального анализа конкретной плавки. Универсальные сплавы “на все случаи жизни” в условиях агрессивной среды цементных или металлургических печей работают плохо. Требуйте документальное подтверждение соответствия состава техническим условиям перед началом отгрузки.
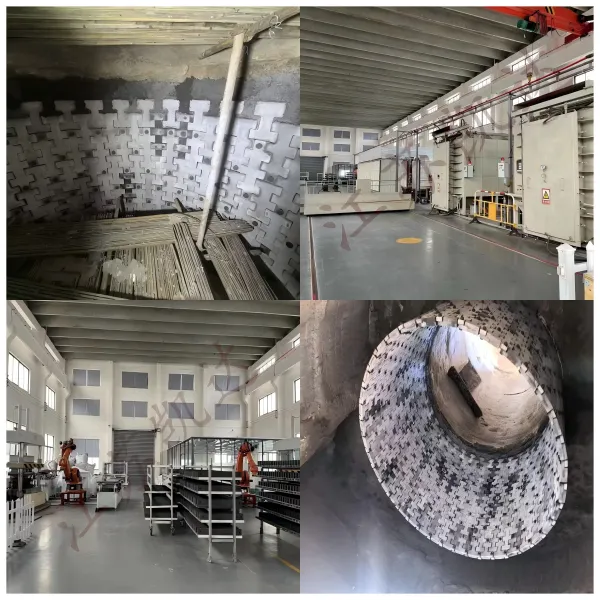
Традиционное литье в песчаные формы часто дает погрешности в размерах, требующие последующей наплавки или механической доработки, что ослабляет структуру металла. Мы используем передовую линию литья по газифицируемым моделям (LGM), которая позволяет получать отливки с высокой точностью геометрии и чистотой поверхности. Этот метод особенно важен для футеровочных элементов внутреннего цилиндра подогревателя, где плотное прилегание деталей друг к другу предотвращает просыпание материала и образование локальных перегревов.
Процесс начинается с создания пресс-формы для вспенивания полистирола. Модель будущего изделия покрывается специальным огнеупорным покрытием, которое затем сушится в контролируемых условиях. Качество этого покрытия напрямую влияет на отсутствие пригара на поверхности отливки. В нашей практике был случай, когда экономия на качестве покрытия привела к образованию наплывов металла, которые пришлось срезать болгаркой, нарушив защитный слой. Сейчас мы используем автоматизированные линии нанесения покрытия, исключающие неравномерность слоя.
Засыпка формы сухим кварцевым песком происходит с вибрационной уплотнением, чтобы обеспечить максимальную плотность опоки. При заливке расплавленного металла полистироловая модель мгновенно газифицируется, освобождая место для жидкой стали. Ключевое преимущество метода — отсутствие стыков формовочной оснастки, что гарантирует идеальную соосность внутренних полостей. Для сложных профилей, таких как броневой сегмент разгрузочного конца печи или элементы колосниковой решетки, эта технология является единственно верным решением.
Температура заливки контролируется с точностью до ±10°C. Слишком горячий металл приводит к крупному зерну и снижению механических свойств, слишком холодный — к недоливам и холодным спаям. Операторы литейного участка ориентируются на данные пирометров и визуальный контроль текучести струи. После заливки форма остывает в естественных условиях или в ускоренном режиме, в зависимости от толщины стенок отливки и типа сплава.
Литая заготовка сама по себе еще не является готовым изделием. Ее структура неоднородна, присутствуют внутренние напряжения, возникшие при кристаллизации. Следующий критический этап — термическая обработка. В ООО «Синхуа Хуалуньда Литая Сталь» этот процесс проводится в печах с компьютерным управлением, что позволяет выдерживать температурные режимы с минимальной погрешностью. Для жаропрочных сталей мы применяем закалку с последующим высоким отпуском или нормализацию, в зависимости от требуемого сочетания твердости и вязкости.
Режим термообработки подбирается индивидуально. Например, для анкерных элементов универсального применения важна высокая ударная вязкость, чтобы они не ломались при тепловом расширении конструкции. Для подовых плит металлургических печей приоритетом является сохранение прочности при длительном нагреве. Нарушение режима отпуска даже на 20-30 градусов может привести к тому, что деталь станет либо слишком хрупкой, либо недостаточно твердой. Мы фиксируем графики нагрева и охлаждения для каждой партии, чтобы гарантировать повторяемость результатов.
Особое внимание уделяется скорости охлаждения. Резкое охлаждение тонкостенных элементов может вызвать коробление, которое невозможно исправить механически. Поэтому для сложных конфигураций, таких как узлы колосниковой решетки для мусоросжигательных заводов, используются специальные охлаждающие среды или ступенчатое охлаждение. Наши специалисты из Цзянсуского исследовательского центра термической обработки помогли оптимизировать эти циклы, сократив время обработки на 15% без потери качества.
После термообработки каждая отливка проходит проверку на твердость. Измерения проводятся в нескольких точках, чтобы убедиться в равномерности свойств по всему объему детали. Разброс значений твердости не должен превышать 5 единиц по шкале HRC. Если обнаруживаются зоны с аномально низкой твердостью, партия отправляется на повторную обработку или бракуется. Такой жесткий контроль позволяет нам поставлять продукцию крупнейшим цементным холдингам Китая, где простои оборудования стоят огромных денег.
Финальная стадия производства футеровочных элементов внутреннего цилиндра подогревателя — механическая обработка. Даже при использовании литья по газифицируемым моделям некоторые поверхности требуют точной доводки для обеспечения герметичности соединений. Мы используем горизонтальные обрабатывающие центры с ЧПУ, которые позволяют фрезеровать плоскости, сверлить отверстия под крепеж и выбирать пазы с микронной точностью.
В процессе обработки важно не перегреть металл, чтобы не изменить его структуру, достигнутую на этапе термообработки. Поэтому мы используем специальные режимы резания и обильное охлаждение инструментом. Особое внимание уделяется обработке посадочных мест. Несоосность отверстий или неровность привалочной плоскости приведет к тому, что при монтаже образуются щели, через которые будет проникать пыль или горячие газы, вызывая эрозию корпуса подогревателя.
Контрольно-измерительный комплекс включает ультразвуковую дефектоскопию и рентгенографический контроль. Эти методы позволяют выявить внутренние дефекты: раковины, трещины, включения шлака, которые не видны глазу. Согласно стандарту ISO 9001, мы проверяем 100% критически важных деталей. В нашей базе данных есть案例, когда визуально идеальная деталь имела скрытую трещину в зоне концентрации напряжений. Без неразрушающего контроля такая деталь вышла бы к клиенту и разрушилась бы в первый месяц работы.
Также проводится визуальный осмотр и измерение геометрических параметров штангенциркулями, микрометрами и шаблонами. Маркировка наносится методом клеймения или лазерной гравировки, содержащей номер плавки, дату изготовления и марку стали. Это обеспечивает полную прослеживаемость продукции. Если в будущем возникнет вопрос о причинах износа, мы всегда можем поднять архив и посмотреть, кто отливал эту деталь, какой был состав шихты и какие параметры термообработки применялись.
Какой срок службы футеровочных элементов вашего производства?
Срок службы напрямую зависит от условий эксплуатации (температура, абразивность среды, наличие химических агрессоров). В среднем, наши элементы из жаропрочной стали служат от 12 до 24 месяцев в цементных печах и до 36 месяцев в менее агрессивных средах. Это в 1,5-2 раза дольше, чем у стандартных изделий из обычного чугуна. Точный прогноз мы даем после анализа ваших технологических карт.
Можете ли вы изготовить деталь по нашему чертежу или образцу?
Да, это одна из наших основных компетенций. У нас есть собственный конструкторский отдел и лаборатория обратного инжиниринга. Вы можете прислать чертеж, 3D-модель или даже изношенный образец. Мы восстановим геометрию, учтем усадку металла при литье и предложим оптимальный материал. Сотрудничество с ведущими проектными институтами позволяет нам адаптировать конструкцию под современные требования эффективности.
Какие сертификаты вы предоставляете на продукцию?
На каждую партию мы выдаем паспорт качества с результатами химического и механического анализа, протоколы неразрушающего контроля и сертификат соответствия ISO 9001. Для экспорта в страны ЕАЭС доступна сертификация по стандартам ГОСТ и получение декларации ТР ТС. Наша продукция также соответствует требованиям Национального технического комитета по стандартизации машин для промышленности строительных материалов.
Как быстро вы можете выполнить срочный заказ?
Стандартный срок изготовления составляет 30-45 дней с момента утверждения чертежей. Для срочных заказов возможно сокращение срока до 20 дней за счет оптимизации графика производства и использования готовых модельных оснасток, если профиль детали совпадает с нашими типовыми изделиями (например, колосниковые решетки или анкеры). Однако спешка не должна идти в ущерб качеству термообработки.
Выбор поставщика футеровочных элементов — это стратегическое решение, влияющее на бесперебойность всего производственного цикла. ООО «Синхуа Хуалуньда Литая Сталь» предлагает не просто металлические изделия, а комплексное решение проблемы износа. Наш статус высокотехнологичного государственного предприятия, основанного в 2006 году и реорганизованного в 2009-м, подкреплен реальными результатами работы с гигантами металлургии и энергетики. Создание дочернего предприятия ООО «Цзянсу Кайда Новые Материалы и Технологии» в 2014 году стало шагом к внедрению инновационных наноматериалов и бесхромовых технологий, отвечающих самым строгим экологическим нормам.
Мы гордимся тем, что являемся членом Сетевого центра по комплектующим для электростанций Государственной энергетической корпорации Китая. Это обязывает нас поддерживать высочайший уровень качества и ответственности. Наши разработки в области жаропрочных сталей защищены патентами и прошли проверку временем в самых суровых условиях — от мусоросжигательных заводов до доменных печей. Переход на бесхромовые материалы, инициированный требованиями Министерства промышленности и информатизации КНР, показывает нашу способность быстро адаптироваться к глобальным трендам безопасности.
Покупая футеровочные элементы внутреннего цилиндра подогревателя у нас, вы получаете доступ к полной цепочке создания стоимости: от научной разработки сплава в сотрудничестве с университетами Цзянсу и Уханя до финальной отгрузки со склада в городе Синхуа. Мы не перепродаем чужое литье, мы производим его сами, контролируя каждый грамм шихты и каждый градус в печи термообработки. Это дает нам право гарантировать заявленные характеристики и брать на себя ответственность за результат.
Не рискуйте эффективностью своего производства, используя непроверенные компоненты. Доверьте защиту вашего оборудования профессионалам с государственным статусом и международным признанием. Свяжитесь с нами сегодня, чтобы обсудить технические детали вашего проекта, запросить коммерческое предложение или получить консультацию наших инженеров по подбору материалов. Мы готовы стать вашим надежным партнером в модернизации промышленных линий.
Узнайте больше о наших возможностях в разделе жаропрочное литье для цементной и металлургической промышленности или изучите подробные характеристики сплавов в техническом каталоге.