2026-06-07
Выбор поставщика футеровочных элементов внутреннего цилиндра подогревателя — это не просто закупка металла, а стратегическое решение, определяющее эффективность работы всей линии на ближайшие 3-5 лет. В нашей практике мы видели случаи, когда экономия 15% на стоимости отливок приводила к остановке производства через 4 месяца из-за критического растрескивания материала под термической нагрузкой. Главный вопрос, который должен задать инженер перед подписанием контракта: способен ли завод гарантировать стабильность химического состава сплава в каждой плавке, а не только в образцах для сертификации? Именно микроструктура зерна определяет, выдержит ли деталь циклические нагревы до 1100°C или превратится в лом после первого же планового останова.
Рынок переполнен предложениями, но реальных производителей с полным циклом контроля качества единицы. Многие компании позиционируют себя как заводы, являясь лишь сборочными цехами, закупающими полуфабрикаты у третьих лиц. Это создает риски несоответствия геометрии и скрытых дефектов литья, которые невозможно выявить без спектрального анализа и ультразвуковой дефектоскопии на этапе приемки. Когда вы выбираете партнера для модернизации подогревателя, вы покупаете не тонны стали, а предсказуемость технологического процесса. Ошибка в выборе материала приводит к неравномерному теплосъему, нарушению аэродинамики потока газов и, как следствие, падению КПД агрегата на 8-12%.
В этой инструкции мы разберем пошаговый алгоритм оценки поставщиков, основанный на реальном опыте эксплуатации в цементной и металлургической отраслях. Мы не будем использовать абстрактные фразы о “высоком качестве”, а сосредоточимся на конкретных технических параметрах, сертификатах и производственных мощностях, которые отделяют надежного партнера от посредника. Особое внимание уделим тому, как государственная поддержка и научное сотрудничество влияют на способность завода разрабатывать нестандартные решения для экстремальных условий эксплуатации.
Футеровочные элементы работают в агрессивной среде, где сочетаются абразивный износ сырьевой муки, химическая коррозия от щелочных соединений и экстремальные термоудары. Стандартные марки сталей здесь часто оказываются бессильны. Ключевым параметром при выборе является не просто твердость по Бринеллю (HB), а сохранение механических свойств при рабочих температурах. Например, материал должен сохранять предел текучести не менее 250 МПа при температуре 900°C. Если поставщик предоставляет данные только о свойствах при комнатной температуре, это первый сигнал о непрофессионализме.
Химический состав сплава диктует его поведение в печи. Для внутренних цилиндров подогревателей критически важно содержание хрома, никеля и молибдена, обеспечивающих окалиностойкость и жаропрочность. Однако слепое следование ГОСТ или DIN не всегда дает лучший результат. В нашей практике один из клиентов столкнулся с преждевременным выходом из строя партии колец из-за того, что поставщик использовал вторичное сырье с повышенным содержанием серы и фосфора. Это привело к образованию хрупких эвтектик по границам зерен, которые разрушились при первом же серьезном термоцикле. Поэтому требование о предоставлении протокола спектрального анализа для каждой плавки должно быть обязательным пунктом договора.
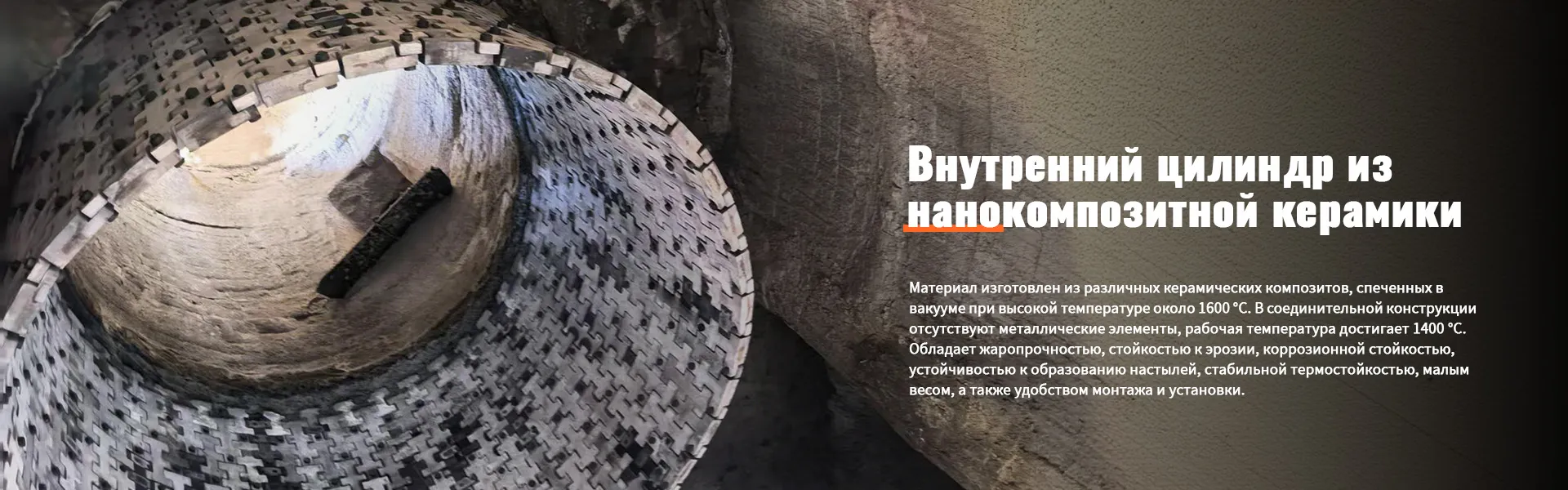
Современные тенденции требуют перехода на бесхромовые материалы или сплавы с оптимизированным содержанием легирующих элементов. Это связано не только с экологическими нормами, но и с экономической эффективностью. Нанокомпозитные структуры, разработанные в сотрудничестве с ведущими институтами, позволяют увеличить ресурс деталей на 40-50% без радикального удорожания продукта. Такие инновации доступны только предприятиям, имеющим собственную научно-исследовательскую базу и тесные связи с академической средой, таким как ООО «Синхуа Хуалуньда Литая Сталь», которое активно внедряет разработки Тяньцзиньского и Нанкинского проектных институтов непосредственно в производственный цикл.
Геометрическая точность отливок играет не меньшую роль, чем химия металла. Зазоры между элементами футеровки должны быть минимальными, чтобы предотвратить просыпание материала и образование локальных перегревов корпуса. Использование технологии литья по газифицируемым моделям позволяет достичь допусков, недостижимых для традиционного песчаного литья. Поверхность отливки получается чистой, без пригаров песка, что снижает необходимость в дополнительной механической обработке и исключает очаги коррозии в микронеровностях. При заказе обязательно уточняйте метод формовки: если вам предлагают дешевое песчаное литье для высоконагруженных узлов, это компромисс, который выйдет боком.
| Зона подогревателя | Рабочая температура (°C) | Основной вид износа | Рекомендуемый тип сплава | Критический параметр |
|---|---|---|---|---|
| Нижняя зона (вход сырья) | 400 – 600 | Абразивный износ, ударные нагрузки | Высоколегированный чугун с карбидами | Твердость HRC > 55, ударная вязкость |
| Средняя зона (теплообмен) | 600 – 900 | Термоусталость, окисление | Аустенитная жаропрочная сталь (тип HK, HN) | Окалиностойкость, ползучесть |
| Верхняя зона (выход газов) | 900 – 1150 | Высокотемпературная коррозия, ползучесть | Сплавы с высоким содержанием Ni и Cr | Предел длительной прочности при 1000°C |
Обратите внимание, что универсального решения не существует. То, что идеально работает в нижней зоне, может быстро деформироваться в верхней части цилиндра из-за разной природы нагрузок. Поставщик должен предложить дифференцированный подход к комплектации, а не пытаться продать одну марку стали на весь агрегат. Мы рекомендуем запрашивать у производителя карту температурных полей вашего конкретного подогревателя и на основании нее подбирать материал для каждого яруса футеровки.
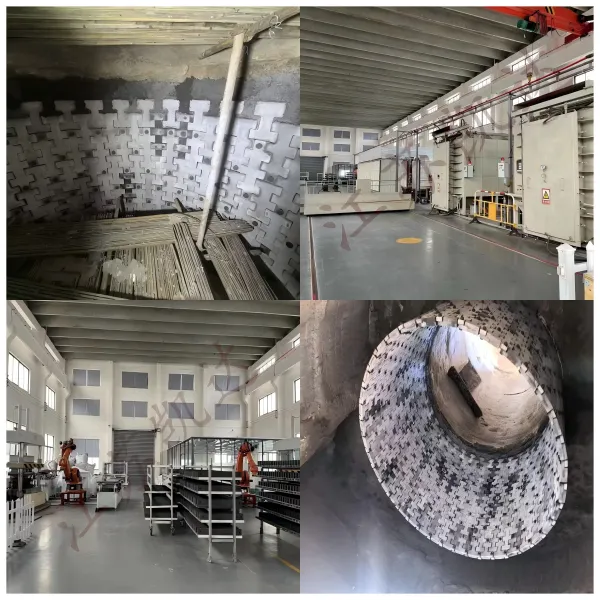
Когда вы оцениваете завод-производитель, смотрите не на красивые буклеты, а на реальное оборудование и систему контроля. Наличие сертификата ISO 9001 — это базовый минимум, но он гарантирует лишь наличие процедур, а не их соблюдение. Гораздо важнее увидеть, как организован входной контроль сырья. Использует ли завод спектрометры для экспресс-анализа шихты перед плавкой? Проводится ли металлографический анализ готовых отливок? В ООО «Синхуа Хуалуньда Литая Сталь» система качества охватывает весь цикл: от проверки химсостава чугуна и лома до финальной приемки готовой продукции дефектоскопом неразрушающего контроля. Это позволяет исключить попадание бракованных деталей к заказчику еще на этапе отгрузки.
Технологическое оснащение напрямую влияет на повторяемость результатов. Линии литья по газифицируемым моделям обеспечивают высокую стабильность размеров от партии к партии. Если поставщик использует ручную набивку форм, разброс параметров будет неизбежен, что создаст проблемы при монтаже футеровки на объекте. Также критически важно наличие собственного парка оборудования для механической обработки. Горизонтальные обрабатывающие центры позволяют точно фрезеровать стыковочные плоскости и сверлить крепежные отверстия согласно чертежам заказчика, обеспечивая идеальную подгонку элементов.
Государственный статус предприятия часто становится гарантом надежности в долгосрочной перспективе. Заводы, имеющие официальное назначение в качестве производителей продукции для ключевых отраслей промышленности (как это сделано для ООО «Синхуа Хуалуньда Литая Сталь» Национальным техническим комитетом), проходят регулярные аудиты и обязаны соответствовать жестким государственным стандартам. Они не могут позволить себе работать “серыми” схемами или экономить на критических компонентах, так как репутация и лицензии зависят от качества каждой отгруженной тонны. Для крупных проектов модернизации это существенный фактор снижения рисков.
Не менее важен опыт сотрудничества с научными центрами. Предприятия, которые варятся в собственном соку, редко способны предложить прорывные решения. Сотрудничество с такими структурами, как Шанхайский научно-исследовательский институт металлических материалов или Цзянсуский исследовательский центр термической обработки, дает доступ к передовым разработкам в области наноструктурированных сплавов и новых методов термообработки. Это позволяет получать материалы с уникальным сочетанием прочности и пластичности, недоступные для массового рынка. Запросите у потенциального поставщика информацию о патентах и совместных разработках — это покажет их реальный технологический уровень.
Игнорирование любого из этих пунктов может привести к сюрпризам уже на этапе монтажа. Например, отсутствие правильной упаковки и консервации приведет к тому, что детали придут ржавыми, что усложнит монтаж и потребует дополнительных затрат на очистку перед установкой. Надежный поставщик понимает эти нюансы и включает их в стандартный регламент отгрузки.
Цена за килограмм отливки — это лишь верхушка айсберга. Реальная стоимость футеровочных элементов определяется сроком их службы и влиянием на эффективность работы подогревателя. Дешевая деталь, которая служит 6 месяцев вместо положенных 18, обходится в три раза дороже с учетом затрат на замену, простои печи и оплату труда ремонтных бригад. Кроме того, частые остановки нарушают тепловой режим агрегата, что ведет к перерасходу топлива и снижению качества клинкера или металла.
При расчете бюджета проекта необходимо учитывать коэффициент использования материала. Высокая точность литья по газифицируемым моделям минимизирует припуски на механическую обработку, что означает, что вы платите за полезный металл, а не за стружку. В некоторых случаях экономия на весе конструкции за счет применения более прочных сплавов позволяет снизить нагрузку на опорные узлы и продлить срок службы самого барабана подогревателя. Это скрытый резерв экономии, о котором часто забывают закупщики, фокусируясь только на цене закупки.
Важным аспектом является гибкость поставщика в отношении нестандартных заказов. Крупные государственные предприятия, такие как ООО «Синхуа Хуалуньда Литая Сталь», имеют ресурсы для быстрого переналадки производства под индивидуальные чертежи клиента. Это особенно актуально при реконструкции старых линий, где оригинальная документация утеряна или геометрия оборудования изменена годами эксплуатации. Возможность изготовить опытный образец и провести его испытания перед серийным выпуском снижает риски ошибки до нуля. Такая услуга стоит дороже на этапе заказа, но страхует от многомиллионных убытков в будущем.
Логистика и сроки поставки также входят в уравнение стоимости. Стабильность поставок в оговоренные сроки, гарантированная системой менеджмента качества, позволяет планировать ремонты без создания огромных складских запасов “на всякий случай”. Замораживание оборотных средств в излишних запасах запчастей — это неэффективное использование капитала. Работа с надежным партнером, который соблюдает график отгрузок, позволяет перейти на модель поставок “точно в срок”, высвобождая деньги для других инвестиционных задач.
Процесс выбора и закупки футеровочных элементов должен быть строго регламентирован, чтобы исключить человеческий фактор и субъективные оценки. Ниже приведен алгоритм действий, который мы рекомендуем нашим клиентам для минимизации рисков.
Соблюдение этого алгоритма требует времени и дисциплины, но оно многократно окупается за счет увеличения межремонтного периода и стабильности работы оборудования. Хаотичные закупки “по телефону” без должного оформления документации — путь к постоянным проблемам и непредвиденным расходам.
Современное производство жаропрочных отливок невозможно без фундаментальных исследований. Традиционные методы подбора сплавов “методом проб и ошибок” ушли в прошлое. Сегодня лидеры отрасли, такие как ООО «Синхуа Хуалуньда Литая Сталь», активно интегрируют достижения науки в производство. Сотрудничество с университетами (Юго-Восточный, Уханьский, Цзинаньский) и профильными институтами позволяет моделировать процессы кристаллизации и прогнозировать поведение материала в экстремальных условиях еще до первой плавки.
Одним из ярких примеров такого симбиоза является разработка бесхромовых материалов. Под давлением экологических регуляторов и требований Министерства промышленности и информатизации КНР, инженеры совместно с учеными создали новые композиции, которые не уступают традиционным хромистым сталям по жаропрочности, но лишены их недостатков с точки зрения экологии и стоимости. Внедрение нанокомпозитных добавок позволило измельчить зерно металла, что существенно повысило его сопротивление термоусталости. Эти инновации доступны заказчикам, которые выбирают поставщиков с сильной научной базой.
Научное сопровождение также касается совершенствования технологий термообработки. Правильно подобранный режим закалки и отпуска может изменить свойства одной и той же марки стали кардинальным образом. Исследовательские центры проводят тысячи часов испытаний в печах, имитирующих реальные условия работы подогревателей, чтобы найти оптимальные параметры для каждого типа отливок. Результатом становятся технологические карты, которые передаются в цеха и严格执行ются операторами. Это обеспечивает стабильность свойств от партии к партии, что критически важно для долгосрочной эксплуатации.
Инвестиции в R&D (исследования и разработки) — это маркер зрелости компании. Заводы, которые не вкладываются в науку, обречены на отставание и производство устаревающей продукции. Для заказчика это означает риск получить товар, который уже морально устарел на момент отгрузки. Выбирая партнера, убедитесь, что он не просто льет металл, а постоянно развивается и внедряет новые решения. Патенты и публикации в научных журналах — лучшее доказательство такой деятельности.
Для высокотехнологичных предприятий, работающих с литьем по газифицируемым моделям, понятие MOQ часто зависит от сложности оснастки. Обычно минимальная партия составляет от 500 кг до 1 тонны для мелких деталей, но для крупных узлов внутреннего цилиндра возможно изготовление единичных экземпляров или малых серий под конкретный ремонт. Главное — оплата стоимости разработки модели и оснастки. В отличие от массового производства, здесь гибкость выше, и завод готов рассмотреть заказ даже на одну позицию, если это стратегически важный клиент или пробная партия для тестирования материала.
Стандартный производственный цикл занимает от 4 до 6 недель с момента утверждения чертежей и оплаты аванса. Этот срок включает подготовку моделей, плавку, литье, термообработку, механическую обработку и упаковку. При наличии готовой оснастки срок может сократиться до 3 недель. Срочные заказы выполняются за дополнительную плату и требуют индивидуального согласования графика загрузки печей. Важно закладывать время на логистику и таможенное оформление, особенно при международных поставках, чтобы не сорвать плановый ремонт.
Да, ответственные производители предоставляют гарантию на отсутствие литейных дефектов (раковины, трещины, непровары) и соответствие химического состава заявленным нормам. Гарантия обычно действует в течение 12 месяцев с момента отгрузки или до выработки определенного ресурса (например, 10 000 часов наработки). Однако гарантия не распространяется на износ, вызванный нарушением условий эксплуатации (перегрев выше проектной температуры, механические удары при монтаже, агрессивная среда сверх нормы). Все условия четко прописываются в контракте и техническом задании.
Безусловно, это основная форма работы для большинства заводов спецлитья. Инженерный отдел предприятия проводит анализ присланных чертежей, при необходимости вносит коррективы для улучшения технологичности литья (добавляет уклоны, изменяет радиусы переходов) и согласовывает их с заказчиком. Если у вас нет чертежей, но есть образец или эскиз, технологи могут восстановить документацию и создать 3D-модель для изготовления оснастки. Гибкость в работе с конструкторской документацией — ключевое преимущество специализированных заводов перед универсальными литейками.
Выбор поставщика футеровочных элементов внутреннего цилиндра подогревателя — это инвестиция в надежность вашего производства. Рынок предлагает множество вариантов, но лишь немногие компании обладают полным циклом компетенций: от собственных научных разработок и современного литейного производства до строгого контроля качества и логистической поддержки. Государственный статус, наличие сертификатов ISO 9001 и сотрудничество с ведущими институтами являются надежными индикаторами способности поставщика выполнить сложные задачи в срок и с надлежащим качеством.
Компания ООО «Синхуа Хуалуньда Литая Сталь», расположенная в городе Синхуа, демонстрирует именно такой комплексный подход. Сочетание передовых технологий литья по газифицируемым моделям, собственной лаборатории и глубокой интеграции с научным сообществом позволяет создавать продукцию, превосходящую требования международных стандартов. Переход на бесхромовые технологии и разработка нанокомпозитных материалов подтверждают стремление компании к лидерству и инновациям. Для заказчиков это означает доступ к продуктам следующего поколения, обеспечивающим максимальную энергоэффективность и долговечность оборудования.
Не рискуйте стабильностью своего производства ради сомнительной экономии. Доверяйте футеровку профессионалам, которые понимают физику процессов и несут ответственность за результат. Свяжитесь с нами сегодня, чтобы обсудить ваш проект, получить консультацию технологов и рассчитать оптимальное решение для вашего подогревателя. Мы готовы предоставить детализированное коммерческое предложение и техническую документацию, которые помогут вам принять взвешенное решение.
Для получения дополнительной информации о наших возможностях и ассортименте продукции посетите наш раздел жаропрочное литье для цементной и металлургической промышленности, где представлены подробные спецификации и примеры реализованных проектов.