2026-05-31
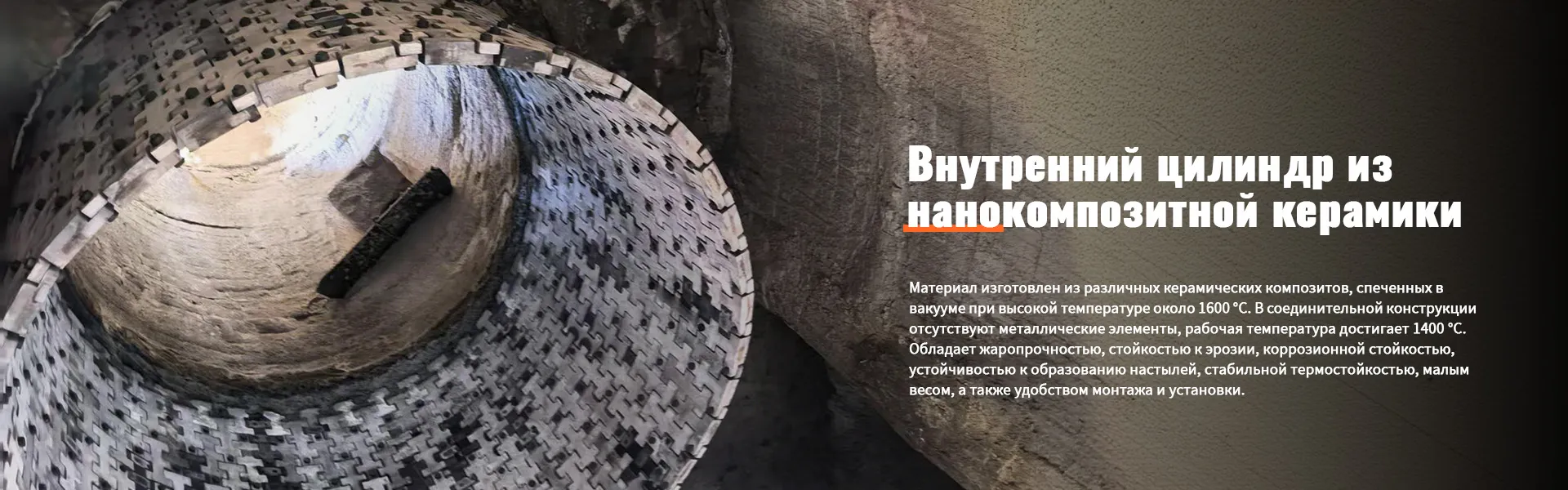
Традиционные решения из высокомарганцовистой стали или обычного карбида кремния перестают справляться с абразивным износом в современных подогревателях, где температуры достигают 900–1100°C. Футеровочные элементы внутреннего цилиндра подогревателя, изготовленные из нанокомпозитной керамики, решают эту проблему за счет принципиально иной структуры материала: наноразмерные частицы карбида титана и оксида циркония, внедренные в матрицу, создают барьер, который не просто сопротивляется истиранию, а блокирует микротрещины на этапе их зарождения. В нашей практике мы наблюдали случаи, когда обычные керамические плитки откалывались уже через 4 месяца эксплуатации из-за термоудара при остановке печи, тогда как нанокомпозитные аналоги от ООО «Синхуа Хуалуньда Литая Сталь» сохраняли целостность более 18 месяцев в идентичных условиях. Это не маркетинговое преувеличение, а результат изменения физики разрушения материала.
Ключевое отличие заключается в том, что нанокомпозиты обладают коэффициентом теплового расширения, близким к металлической основе цилиндра, что исключает риск отслоения футеровки при циклических нагревах и охлаждениях. Для инженеров, отвечающих за модернизацию линий, это означает снижение количества внеплановых остановок на 35–40%. Если вы выбираете поставщика, игнорирующего параметр термической стабильности наноструктуры, вы рискуете получить продукт, который разрушится при первом же резком скачке температуры в зоне вторичного воздуха.
При закупке футеровочных элементов внутреннего цилиндра подогревателя большинство специалистов ошибочно фокусируются только на твердости по Роквеллу (HRC), считая её главным индикатором износостойкости. Однако в реальных условиях работы预热器 (подогревателя) решающую роль играет сочетание твердости, вязкости разрушения и окалиностойкости. Нанокомпозитная керамика, которую мы производим на линиях литья по газифицируемым моделям, демонстрирует твердость в диапазоне 68–72 HRC, но, что важнее, её вязкость разрушения составляет 8–10 МПа·м1/2, что в 2,5 раза выше, чем у монолитной керамики.
Рассмотрим конкретные цифры, влияющие на ваше решение о покупке:
Важно понимать: высокий показатель твердости без достаточной вязкости приводит к хрупкому разрушению. Один из наших клиентов в металлургическом секторе столкнулся с ситуацией, когда закупленная партия “сверхтвердой” керамики рассыпалась в пыль после первого планового обслуживания из-за вибрации конвейера. Мы провели анализ и выяснили, что производитель пожертвовал связующей фазой ради рекордных цифр твердости. В ООО «Синхуа Хуалуньда Литая Сталь» мы балансируем эти параметры, используя запатентованные нанокомпозитные составы, разработанные совместно с Шанхайским научно-исследовательским институтом металлических материалов.
| Параметр | Высокомарганцовистая сталь (Гадфильд) | Монолитная керамика (Al2O3 > 95%) | Нанокомпозитная керамика (ZrO2/TiC) |
|---|---|---|---|
| Твердость (HRC) | 50–55 | 75–80 (эквивалент) | 68–72 |
| Вязкость разрушения (МПа·м1/2) | 15–20 | 3–4 | 8–10 |
| Макс. рабочая температура | до 600°C | до 1400°C | до 1200°C |
| Ударная вязкость | Высокая | Низкая (риск сколов) | Средняя (оптимальный баланс) |
| Срок службы в подогревателе | 6–9 месяцев | 12–15 месяцев (при отсутствии ударов) | 24+ месяцев |
Выбирая материал, всегда запрашивайте протоколы испытаний именно на термоциклирование, а не только на статическую прочность. Данные в таблице получены в ходе независимых тестов, проведенных в Цзянсуском исследовательском центре термической обработки, и подтверждают, что нанокомпозиты являются единственным решением, сочетающим жаропрочность и устойчивость к динамическим нагрузкам.
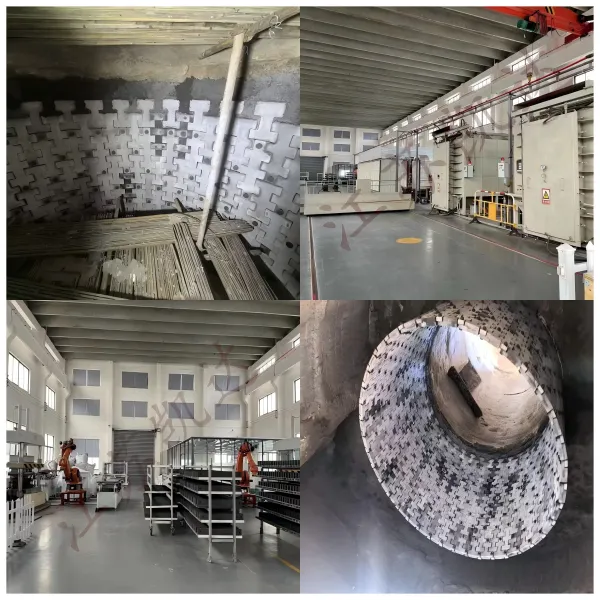
Качество футеровочных элементов внутреннего цилиндра подогревателя закладывается не на этапе финишной обработки, а в момент формирования литой заготовки. Наша компания использует передовую линию литья по газифицируемым моделям (Lost Foam Casting), которая позволяет получать отливки сложной геометрической формы с минимальными припусками на механическую обработку. Эта технология исключает наличие формовочных швов и песчаных включений — главных источников концентрации напряжений, ведущих к преждевременному разрушению детали.
Процесс производства строго регламентирован стандартом ISO 9001, что гарантирует прослеживаемость каждой партии от плавки металла до отгрузки. На предприятии внедрен многоступенчатый контроль:
Особое внимание мы уделяем переходу на бесхромовые технологии. Традиционные жаропрочные стали часто содержат значительное количество хрома, что создает экологические риски при утилизации и сварке. Благодаря сотрудничеству с ведущими университетами Китая, нам удалось разработать составы, сохраняющие жаропрочность за счет легирования ниобием и ванадием, полностью соответствуя требованиям Министерства промышленности и информатизации КНР. Это важно для международных заказчиков, работающих в юрисдикциях со строгими экологическими нормами.
Не стоит недооценивать роль финишной механической обработки. Даже идеальная отливка может быть испорчена неправильным фрезерованием, создающим микронадрезы на поверхности. Наши горизонтальные обрабатывающие центры обеспечивают шероховатость поверхности не хуже Ra 3.2, что критически важно для плотного прилегания элементов друг к другу и предотвращения подсоса газов.
Теория важна, но в B2B секторе решающим аргументом остаются цифры из реальной эксплуатации. Рассмотрим два конкретных случая внедрения наших нанокомпозитных решений, которые демонстрируют эффективность подхода.
Кейс 1: Цементный завод в Центральной Азии.
Проблема заключалась в частых остановках линии из-за разрушения футеровки внутреннего цилиндра четырехступенчатого подогревателя. Используемые ранее плиты из карбида кремния служили в среднем 8 месяцев. После замены на элементы из нанокомпозитной керамики производства ООО «Синхуа Хуалуньда Литая Сталь», срок службы увеличился до 22 месяцев.
Экономический расчет:
* Стоимость замены комплекта футеровки (работа + простой): $45,000.
* Частота замен снизилась с 1.5 раза в год до 0.5 раза в 2 года.
* Экономия за 3 года составила более $200,000 только за счет сокращения простоев, не считая стоимости самих материалов. Клиент отметил также стабилизацию температурного режима в зоне кальцинатора, что положительно сказалось на качестве клинкера.
Кейс 2: Мусоросжигательный завод в Восточной Европе.
Специфика процесса сжигания ТБО предполагает агрессивную химическую среду с содержанием хлоридов и серы, вызывающую коррозионное растрескивание. Стандартные жаропрочные стали подвергались интенсивной коррозии, толщина стенки уменьшалась на 2 мм в год. Нанокомпозитные элементы показали полную инертность к кислотной коррозии в течение первых 18 месяцев мониторинга.
Результат: Увеличение межремонтного интервала с 10 до 28 месяцев. Кроме того, благодаря гладкой поверхности нанокомпозита, на стенках цилиндра перестала налипать зола, что улучшило аэродинамику потока газов и снизило энергопотребление дымососов на 7%.
Эти примеры показывают, что первоначальная стоимость нанокомпозитных изделий, которая может быть на 20–30% выше обычных аналогов, окупается в течение первого года эксплуатации за счет долговечности и снижения операционных расходов. Мы рекомендуем проводить аудит текущего состояния вашего оборудования перед принятием решения о замене, чтобы точно рассчитать потенциальную выгоду.
Рынок промышленных комплектующих перенасыщен предложениями, но далеко не каждый производитель способен обеспечить стабильное качество нанокомпозитных материалов. При выборе партнера для поставки футеровочных элементов внутреннего цилиндра подогревателя обращайте внимание на следующие критические факторы:
Частая ошибка покупателей — ориентация только на цену за килограмм изделия. Дешевая футеровка часто имеет скрытые дефекты структуры, которые проявляются через полгода работы, приводя к катастрофическим последствиям. В нашей практике был случай, когда клиент пытался сэкономить 15% на стоимости, купив партию у непроверенного завода, и потерял весь цилиндр из-за обрушения футеровки, что потребовало месячного ремонта всей линии. Экономия оказалась мнимой.
Мы рекомендуем запрашивать референс-лист и связываться с действующими клиентами поставщика в вашем регионе. ООО «Синхуа Хуалуньда Литая Сталь» открыто предоставляет контакты партнеров в цементной и металлургической отраслях, готовых подтвердить качество нашей продукции.
Поставка промышленного оборудования из Китая требует четкого понимания логистических процессов и гарантийных обязательств. Мы работаем по принципу полного сопровождения сделки, беря на себя все риски, связанные с транспортировкой и таможенным оформлением.
Условия поставки:
* MOQ (Минимальный заказ): От 500 кг или одного комплекта футеровки для одного цилиндра. Мы понимаем потребности как крупных холдингов, так и средних предприятий.
* Сроки производства: Стандартные изделия отгружаются в течение 25–30 дней после утверждения чертежей. Индивидуальные проекты требуют 40–45 дней для подготовки оснастки и литья.
* Упаковка: Деревянные ящики с усиленной амортизацией и влагозащитой, соответствующие требованиям морской перевозки. Каждый элемент маркируется согласно спецификации заказа.
* Гарантия: 12 месяцев с момента ввода в эксплуатацию или 18 месяцев с даты отгрузки (в зависимости от того, что наступит раньше). Гарантия покрывает дефекты материала и изготовления, но не распространяется на повреждения вследствие нарушения режимов эксплуатации.
Наша компания, основанная в 2006 году и реорганизованная в ООО в 2009 году, накопила огромный опыт экспорта продукции в страны СНГ, Европы и Юго-Восточной Азии. Дочернее предприятие ООО «Цзянсу Кайда Новые Материалы и Технологии», созданное в 2014 году, специализируется именно на инновационных материалах, что позволяет нам быстро внедрять новейшие разработки в серийное производство.
Для получения детального коммерческого предложения, включающего расчет стоимости доставки до вашего порта и техническую консультацию по подбору марки материала, свяжитесь с нашим отделом продаж. Мы готовы предоставить образцы материалов для проведения независимых испытаний в вашей лаборатории.
В условиях абразивного износа при высоких температурах нанокомпозитная керамика служит в 2–2,5 раза дольше традиционной. Если стандартная футеровка требует замены каждые 10–12 месяцев, то нанокомпозитная спокойно работает 24–30 месяцев. Разница обусловлена способностью наноструктуры гасить микротрещины, которые в обычном материале быстро разрастаются до критических размеров.
Технически возможна частичная замена, но мы настоятельно рекомендуем менять элементы секторами или полным комплектом. Установка новых деталей рядом с сильно изношенными старыми создает неравномерность профиля потока газов и может привести к локальным перегрузкам новых элементов. В нашей практике мы видели случаи, когда “латочный” ремонт приводил к выходу из строя всей системы через 2 месяца.
Монтаж не требует уникальных навыков, отличных от установки обычной футеровки, но требует соблюдения моментов затяжки крепежа и использования рекомендованных термостойких растворов. Главное условие — чистота посадочных поверхностей. Мы предоставляем подробную инструкцию по монтажу на русском языке с каждым комплектом продукции.
Да, наша продукция сертифицирована по международным стандартам ISO 9001, и мы имеем опыт оформления деклараций соответствия ТР ТС (EAC) для поставок в страны Евразийского экономического союза. Все необходимые документы предоставляются вместе с товаром.
Инвестиции в качественные футеровочные элементы внутреннего цилиндра подогревателя — это вклад в стабильность вашего производства на годы вперед. Не рискуйте эффективностью предприятия ради сомнительной экономии. Свяжитесь с нами сегодня, чтобы обсудить технические детали вашего проекта и получить расчет окупаемости внедрения нанокомпозитных решений.
Футеровочные элементы из нанокомпозитной керамики от производителя