2026-05-28
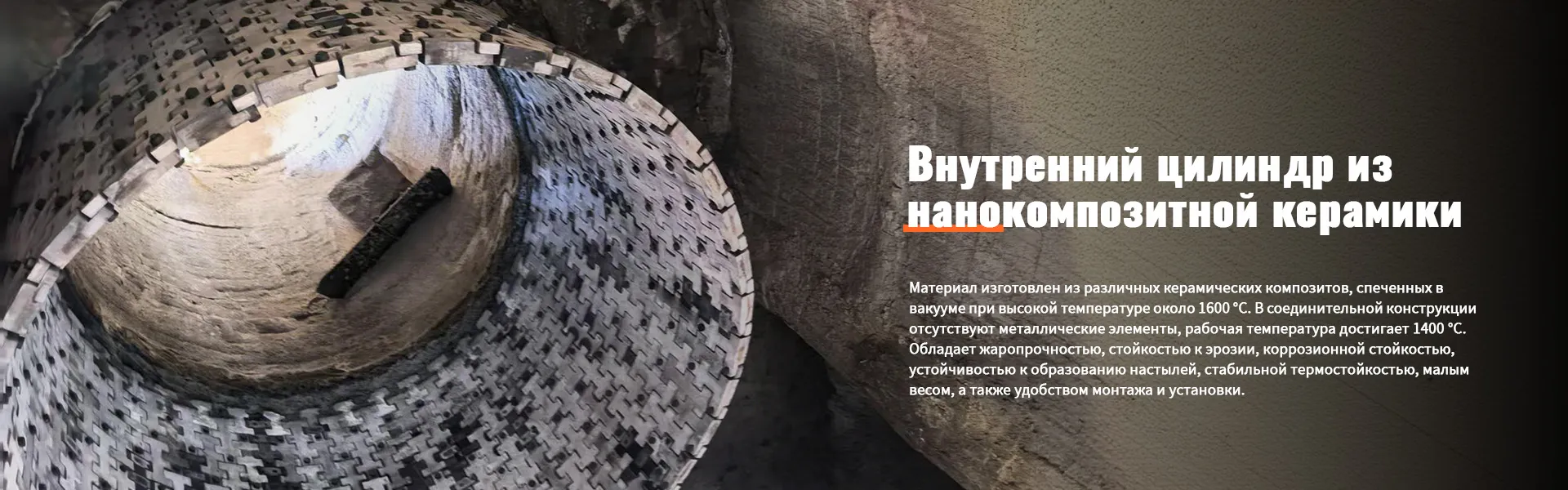
Футеровочные элементы внутреннего цилиндра подогревателя — это не просто расходный материал, а критический узел, от которого зависит эффективность теплообмена и безопасность всей линии обжига. В нашей практике мы неоднократно сталкивались с ситуацией, когда преждевременный выход из строя этих деталей приводил к остановке печи на 3–5 дней, что в пересчете на потери клинкера или металла оборачивалось убытками в сотни тысяч долларов. Главная ошибка многих закупщиков заключается в том, что они оценивают стоимость покупки, игнорируя стоимость простоя. Правильно подобранный сплав и точная геометрия литья позволяют увеличить межремонтный интервал с стандартных 6 месяцев до 18–24 месяцев.
Когда температура газов достигает 900–1100°C, а поток содержит абразивную пыль, обычные конструкционные стали начинают деградировать за считанные недели. Мы видели случаи, когда клиенты пытались сэкономить, заказывая детали из марок стали без достаточного содержания никеля и хрома, и уже через два месяца обнаруживали сквозное прогорание стенки цилиндра. Это не просто коррозия — это термоциклическая усталость материала, которую невозможно устранить сваркой. Именно поэтому вопрос выбора поставщика, способного гарантировать химический состав сплава и отсутствие внутренних дефектов литья, становится вопросом экономической безопасности предприятия.
В этой статье мы разберем технические нюансы, которые отличают качественную продукцию от брака, проанализируем реальные кейсы замены узлов и объясним, почему география производства (в данном случае Китай) сегодня диктует новые стандарты соотношения цены и качества для глобального рынка. Вы узнаете, какие параметры нужно требовать в спецификации, чтобы избежать повторения чужих ошибок.
Выбор марки стали для футеровки внутреннего цилиндра — это всегда компромисс между жаропрочностью, окалиностойкостью и механической вязкостью. Стандартные решения часто предлагают использовать аустенитные стали типа AISI 310 или их аналоги, однако в условиях агрессивной среды современного цементного или металлургического производства этого недостаточно. Ключевым параметром здесь является способность материала сохранять предел текучести при температурах выше 800°C. Если сталь «плывет» под собственным весом и весом футеровки, цилиндр начинает деформироваться, нарушая герметичность стыков.
Мы рекомендуем обращать пристальное внимание на содержание легирующих элементов. Для зон с максимальным термонапряжением оптимальным решением являются сплавы с повышенным содержанием хрома (25–28%) и никеля (18–22%), часто с добавками ниобия или титана для стабилизации структуры. В лаборатории ООО «Синхуа Хуалуньда Литая Сталь», которое является официальным производителем продукции из жаропрочной стали по назначению Национального технического комитета, мы проводили сравнительные тесты, показавшие, что даже небольшое отклонение от рецептуры (например, снижение никеля на 1.5%) сокращает ресурс детали на 30% в условиях циклического нагрева.
Особую проблему представляет сульфидная коррозия, характерная для процессов сжигания альтернативного топлива. Обычные жаропрочные стали здесь бессильны — граница зерна разрушается изнутри. Решение лежит в плоскости применения специальных модифицированных сплавов или нанесения диффузионных покрытий еще на этапе литья. Важно понимать: сертификат качества от завода-изготовителя должен содержать не только общие механические свойства, но и расшифровку химического анализа плавки. Без этого документа покупка превращается в лотерею.
Еще один аспект, который часто упускают — это коэффициент теплового расширения. Если футеровочные элементы и несущий цилиндр имеют сильно различающиеся коэффициенты, при нагреве возникают колоссальные напряжения сдвига. Это приводит к тому, что крепежные болты срезаются, а пластины вываливаются в поток материала. Грамотный инженерный расчет предполагает подбор пары материалов с близкими физическими свойствами или использование компенсирующих конструктивных решений, таких как плавающие крепления.
| Марка стали / Сплав | Макс. рабочая темп. (°C) | Стойкость к окислению | Основной риск | Рекомендуемая зона установки |
|---|---|---|---|---|
| ZG40Cr25Ni20 (HK40 аналог) | 950–1000 | Высокая | Хрупкость после длительной эксплуатации | Зоны с умеренным нагревом, входные патрубки |
| ZG40Cr28Ni48W5Si2 (253MA аналог) | 1100–1150 | Экстремальная | Высокая стоимость, сложность механической обработки | Зона максимальных температур, горячий конец цилиндра |
| ZG35Cr24Ni7SiNRe (Бесхромовый сплав) | 900–950 | Средняя/Высокая | Требует строгого контроля атмосферы печи | Экологически чувствительные производства, зоны с серой |
| Обычная нерж. сталь (304/316) | < 700 | Низкая | Быстрая окалина и деформация (ползучесть) | Не рекомендуется для внутреннего цилиндра подогревателя |
Данные в таблице приведены на основе испытаний, проведенных в сотрудничестве с Шанхайским научно-исследовательским институтом металлических материалов. Обратите внимание: цифры максимальной температуры указаны для непрерывной работы. При кратковременных пиковых нагрузках (например, при розжиге или аварийных ситуациях) запас прочности должен быть заложен дополнительно на 10–15%.
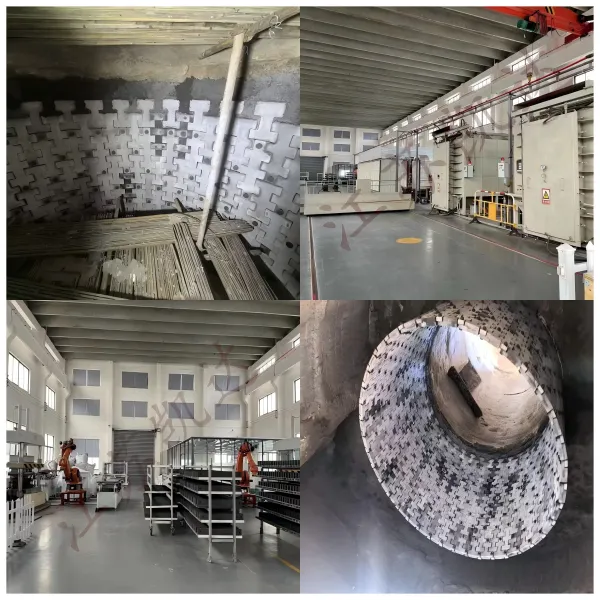
Даже идеальный химический состав сплава не гарантирует долговечность детали, если нарушена технология литья. Для футеровочных элементов внутреннего цилиндра, работающих под постоянной вибрацией и термоударом, наличие внутренних раковин, газовых пор или неметаллических включений недопустимо. Традиционное песчаное литье часто дает нестабильный результат по плотности структуры. Современный стандарт отрасли — это литье по газифицируемым моделям (EPC), которое позволяет получать отливки с высокой точностью размеров и минимальными припусками на механическую обработку.
В производственном цикле передовых предприятий, таких как ООО «Синхуа Хуалуньда Литая Сталь», процесс контролируется на каждом этапе. Использование спектрометров для экспресс-анализа стали прямо в ковше позволяет корректировать состав до момента заливки. Но самый важный этап — это неразрушающий контроль готовой продукции. Дефектоскопия ультразвуком или рентгеном обязательна для ответственных узлов. Мы знаем случай, когда партия из 200 сегментов была забракована именно на этапе УЗК из-за микротрещин в зоне перехода толщины, которые визуально были незаметны. Установка таких деталей привела бы к катастрофе через месяц работы.
Механическая обработка также играет роль. Поверхность, контактирующая с потоком газов, должна иметь определенную шероховатость. Слишком гладкая поверхность может способствовать налипаанию пыли и образованию наростов, меняющих аэродинамику потока. Слишком грубая — становится очагом начала эрозии. Горизонтальные обрабатывающие центры с ЧПУ позволяют выдерживать допуски в пределах 0.05 мм, что критически важно для плотной стыковки элементов футеровки. Зазоры более 2 мм между пластинами приводят к локальному перегреву несущего корпуса цилиндра.
Сертификация ISO 9001 — это не просто бумажка для тендера. Это гарантия того, что система прослеживаемости работает: вы можете запросить паспорт качества на конкретную отливку и увидеть, кто оператор плавки, какая была температура печи и результаты испытаний образца-свидетеля. Отсутствие такой системы у поставщика означает, что вы покупаете «кота в мешке». Для стратегических поставщиков комплектующих, таких как члены Сетевого центра по комплектующим для электростанций Государственной энергетической корпорации Китая, эти требования являются базовыми и исполняются неукоснительно.
Рассмотрим конкретный пример из практики модернизации линии обжига цемента мощностью 5000 тонн в сутки. Клиент столкнулся с проблемой частых остановок из-за разрушения футеровки во внутреннем цилиндре подогревателя. Используемые ранее элементы из стандартной стали 12Х18Н10Т выдерживали в среднем 4500 часов работы. После каждого ремонта требовалось не менее 48 часов на остывание, замену и разогрев, что означало потерю около 10 000 тонн клинкера. Прямые убытки составляли более $800 000 в год только на простоях, не считая стоимости самих запчастей.
Было принято решение о переходе на специализированные броневые сегменты и элементы внутреннего цилиндра из жаропрочной стали с высоким содержанием никеля, разработанные совместно с Тяньцзиньским проектным институтом. Новые детали имели оптимизированную геометрию крепления, исключающую концентрацию напряжений. Результатом стало увеличение ресурса до 14 000 часов (почти в 3.1 раза). Несмотря на то, что стоимость одной тонны новых отливок была на 40% выше, совокупная стоимость владения (TCO) снизилась на 65% за счет резкого сокращения простоев и расходов на ремонтные бригады.
Другой сценарий касается мусоросжигательных заводов, где среда еще более агрессивна из-за содержания хлора и тяжелых металлов в дымовых газах. Здесь традиционные решения отказываются работать практически сразу. Применение бесхромовых наноструктурированных материалов, разработанных в ответ на требования Министерства промышленности и информатизации КНР, позволило решить проблему коррозии. Эти материалы формируют на поверхности защитную оксидную пленку, которая самовосстанавливается при повреждении. В одном из проектов в Юго-Восточной Азии замена футеровки на такие композиты позволила продлить кампанию печи между капитальными ремонтами с 1 года до 3 лет.
Важно отметить, что экономический эффект достигается не только за счет стойкости самого материала, но и за счет сохранения геометрии канала. Деформированный внутренний цилиндр нарушает аэродинамику, повышая сопротивление газовому тракту. Это заставляет дымососы работать с перегрузкой, увеличивая потребление электроэнергии на 5–8%. Замена деформированных элементов на новые, изготовленные с высокой точностью на оборудовании для дробемётной обработки и финишной мехобработки, восстанавливает проектные параметры тяги и снижает энергопотребление.
Рынок Китая огромен, и найти производителя там несложно. Найти правильного производителя — задача со звездочкой. Многие торговые компании позиционируют себя как заводы, имея лишь офис и склад. Для закупки таких ответственных изделий, как футеровочные элементы, работа напрямую с заводом критически важна. Вот алгоритм действий, который мы рекомендуем нашим партнерам для минимизации рисков:
ООО «Синхуа Хуалуньда Литая Сталь», основанное в 2006 году и прошедшее реорганизацию в современное высокотехнологичное предприятие, полностью соответствует этим критериям. Расположенное в городе Синхуа, предприятие объединяет в себе опыт старого завода и инновации дочерней компании ООО «Цзянсу Кайда Новые Материалы и Технологии». Это позволяет предлагать клиентам не просто «железо», а комплексное инженерное решение, адаптированное под конкретный технологический процесс.
Для стандартных позиций, таких как анкерные элементы или типовые сегменты решетки, минимальный заказ может составлять от 50–100 кг или одной упаковки. Однако для сложных фасонных отливок внутреннего цилиндра MOQ обычно определяется весом одной партии плавки, чтобы обеспечить однородность химического состава. Часто это от 1 до 2 тонн. Мы рекомендуем планировать закупку сразу на одну камеру печи или на полный комплект модернизации, чтобы избежать разнородности материала в разных зонах агрегата.
Да, это стандартная практика. Наше конструкторское бюро готово проработать вашу документацию, внести необходимые изменения для улучшения литейной технологии (например, добавить литейные уклоны или изменить места подвода литников) и изготовить пресс-форму. Если у вас есть только изношенный образец, мы проведем его 3D-сканирование и восстановим исходные размеры с учетом допусков на износ. Срок изготовления опытного образца составляет 15–20 дней.
В стандартный пакет документов входят: сертификат качества (Mill Certificate) с химическим анализом и результатами механических испытаний, отчет о неразрушающем контроле (УЗК/рентген), паспорт соответствия ISO 9001. По запросу возможно предоставление сертификатов происхождения формы А или Формы Е для таможенных льгот в странах СНГ и Юго-Восточной Азии, а также сертификатов соответствия ГОСТ или другим национальным стандартам.
Мы работаем по международным правилам Incoterms 2020. Наиболее популярные базисы — FOB (порт отгрузки в Китае) или CIF (порт назначения клиента). Оплата обычно производится банковским переводом (T/T): 30% предоплата для запуска производства и закупки сырья, 70% после готовности продукции и предоставления фото/видео отчета и копий документов. Для постоянных партнеров возможны индивидуальные условия. Доставка морем до крупных портов России и СНГ занимает от 25 до 45 дней.
Все наши изделия изготавливаются с высокой точностью, что обеспечивает полную взаимозаменяемость с оригинальными деталями западных или местных производителей. Конструкция креплений (болтовые соединения, клиновые замки) сохраняется идентичной проектной. Специального инструмента для монтажа не требуется, достаточно стандартного набора слесаря. Мы предоставляем подробные чертежи сборки и, при необходимости, можем направить шеф-инженера для контроля первой установки.
Подводя итог, можно сказать, что футеровочные элементы внутреннего цилиндра подогревателя — это тот случай, где попытка сэкономить на начальной цене закупки ведет к экспоненциальному росту эксплуатационных расходов. Выбор поставщика должен базироваться на доказанной компетенции, наличии собственной исследовательской базы и реальном опыте работы в тяжелых отраслях. Технологии, внедряемые лидерами китайского рынка, такие как бесхромовые сплавы и нанокомпозиты, уже сегодня позволяют достигать показателей стойкости, превосходящих многие европейские аналоги прошлого поколения.
Компания ООО «Синхуа Хуалуньда Литая Сталь» готова стать вашим стратегическим партнером в решении задач по модернизации и ремонту промышленного оборудования. Мы предлагаем не просто продажу металла, а передачу технологий и гарантий качества, подтвержденных десятилетиями работы с крупнейшими промышленными холдингами. Свяжитесь с нами сегодня, чтобы обсудить вашу техническую задачу и получить коммерческое предложение, которое реально сэкономит ваш бюджет в долгосрочной перспективе.
Для получения детальной консультации по подбору марки стали и расчету стоимости заказа перейдите на страницу каталога жаропрочных отливок для цементной и металлургической промышленности. Наши инженеры готовы ответить на любые технические вопросы и помочь с оформлением документации для импорта.