2026-06-08
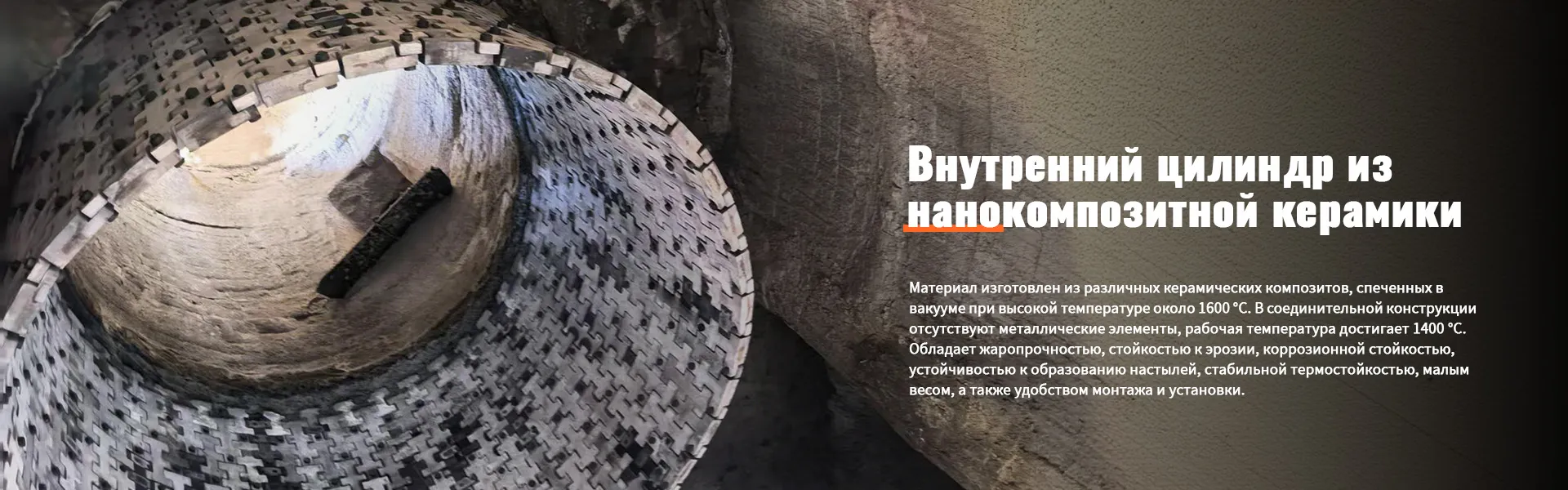
Внутренний цилиндр подогревателя — это зона экстремального термического шока и абразивного износа, где температура газов колеблется от 350°C до 900°C за считанные секунды. Традиционные решения на основе шамота или стандартных высокоглиноземистых бетонов часто разрушаются именно из-за низкой термоциклической стойкости, а не из-за недостаточной твердости. В нашей практике мы неоднократно сталкивались с ситуацией, когда клиент жаловался на преждевременный выход узла из строя через 6–8 месяцев эксплуатации, хотя паспортная твердость материала составляла более 60 HRC. Проблема крылась не в самом материале, а в его микроструктуре: крупные зерна карбида хрома создавали внутренние напряжения при резком охлаждении потоком сырья, что приводило к образованию сетки микротрещин. Именно здесь применение футеровочных элементов внутреннего цилиндра подогревателя из нанокомпозитной керамики меняет правила игры, обеспечивая принципиально иной механизм сопротивления разрушению.
Нанокомпозитные материалы работают иначе, чем классическая керамика. Вместо того чтобы полагаться исключительно на массивность и монолитность, они используют дисперсно-упрочненную структуру, где наноразмерные частицы карбидов и оксидов равномерно распределены в металлической или керамической матрице. Это позволяет материалу «гасить» энергию удара частиц сырья и компенсировать тепловое расширение без образования сквозных трещин. Для инженеров, отвечающих за надежность линии обжига клинкера, переход на такие элементы означает не просто замену расходника, а изменение стратегии обслуживания всего агрегата. Мы наблюдали случаи, когда внедрение таких решений позволяло увеличить межремонтный интервал с 10 до 18 месяцев, что критически важно для планирования остановов завода.
Ключевым параметром, определяющим долговечность футеровки во внутреннем цилиндре, является не только поверхностная твердость, но и вязкость разрушения (K1c). Обычные литые стали с высоким содержанием хрома обладают отличной износостойкостью при постоянных нагрузках, но их вязкость падает при температурах выше 600°C. Нанокомпозиты, разработанные в сотрудничестве с ведущими исследовательскими центрами, такими как Шанхайский научно-исследовательский институт металлических материалов, демонстрируют сохранение механических свойств в широком диапазоне температур. Структура материала включает в себя наночастицы, которые препятствуют движению дислокаций в кристаллической решетке, тем самым предотвращая пластическую деформацию даже под воздействием абразивного потока известковой муки и клинкерной пыли.
Особое внимание следует уделить коэффициенту теплового расширения. В зоне внутреннего цилиндра подогревателя перепады температур могут достигать 400–500°C за время одного цикла загрузки. Если коэффициент расширения футеровки не согласован с материалом несущей конструкции (обычно это сталь марки 09Г2С или аналоги), возникают касательные напряжения, отрывающие защитный слой. Нанокомпозитная керамика, используемая в элементах ООО «Синхуа Хуалуньда Литая Сталь», имеет специально подобранный состав, минимизирующий этот разрыв. Благодаря использованию бесхромовых технологий, соответствующих требованиям Министерства промышленности и информатизации КНР, материал также лишен эффекта «зеленой коррозии», характерного для некоторых старых сплавов, и сохраняет стабильность свойств при длительном воздействии щелочной среды.
Лабораторные испытания показывают, что скорость линейного износа нанокомпозитных элементов в условиях имитации работы подогревателя составляет 0,03–0,05 мм/месяц, тогда как для традиционных высокохромистых чугунов этот показатель варьируется в пределах 0,12–0,18 мм/месяц. Эта разница кажется небольшой на первый взгляд, но в пересчете на геометрию внутреннего цилиндра, где допуски на биение критичны для аэродинамики газового потока, она становится решающей. Увеличение зазора между цилиндром и корпусом всего на 5 мм может снизить эффективность теплообмена на 3–4%, что напрямую влияет на удельный расход топлива. Поэтому выбор материала футеровки — это вопрос не только механической прочности, но и энергоэффективности всей линии.
Рассмотрим конкретный кейс модернизации линии мощностью 5000 тонн клинкера в сутки. До замены футеровки предприятие фиксировало вибрацию корпуса подогревателя и рост температуры наружной обшивки, что указывало на истончение защитного слоя и нарушение герметичности газового тракта. После установки элементов из нанокомпозитной керамики во внутренний цилиндр, параметры стабилизировались. Температура поверхности снизилась на 25°C, что свидетельствует о восстановлении теплоизоляционных свойств и отсутствии локальных перегревов металла корпуса. Более того, анализ газового состава на выходе из циклона показал снижение содержания пыли на 15%, так как улучшенная геометрия канала обеспечила более ламинарный поток без завихрений, размывающих стенки.
В другом случае, на предприятии по сжиганию промышленных отходов, где агрессивность среды значительно выше из-за содержания хлоридов и сульфатов, стандартные решения служили не более 4 месяцев. Коррозия разъедала связующую матрицу сплава, оставляя каркас из карбидов, который затем выкрашивался под действием потока. Применение специализированных отливок от ООО «Цзянсу Кайда Новые Материалы и Технологии» (дочернее предприятие, занимающееся новыми материалами) позволило продлить ресурс узла до 14 месяцев. Секрет успеха заключался в высокой коррозионной стойкости наноструктурированного слоя, который формировал плотную оксидную пленку, непроницаемую для агрессивных газов. Этот пример наглядно демонстрирует, что универсальных решений не существует: для цементных печей важна абразивостойкость, а для мусоросжигательных заводов — химическая инертность.
Экономический эффект от внедрения таких элементов складывается не только из стоимости самой запчасти, но и из сокращения простоев. Замена футеровки внутреннего цилиндра требует полной остановки линии и охлаждения агрегата, что занимает от 3 до 5 суток. Увеличение срока службы с 8 до 16 месяцев означает, что завод избегает двух внеплановых или планово-предупредительных ремонтов в течение трех лет. При средней стоимости часа простоя крупной линии в несколько тысяч долларов, экономия исчисляется миллионами рублей. Кроме того, снижается потребность в складских запасах сменных элементов, что высвобождает оборотные средства предприятия.
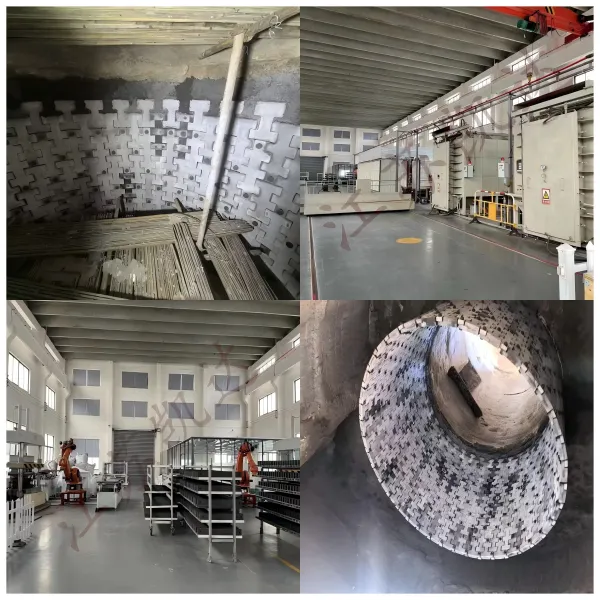
Производство футеровочных элементов такого класса сложности невозможно без строгого соблюдения технологической дисциплины на всех этапах. Компания ООО «Синхуа Хуалуньда Литая Сталь», основанная в 2006 году и реорганизованная в высокотехнологичное предприятие, использует передовую линию литья по газифицируемым моделям. Эта технология позволяет получать отливки с высокой точностью геометрических размеров и чистотой поверхности, что критически важно для элементов внутреннего цилиндра, где любая неровность становится очагом турбулентности и ускоренного износа. В отличие от песчаного литья, метод потерянных моделей исключает дефекты типа «пригар песка» и обеспечивает однородность структуры металла по всему сечению детали.
Контроль качества осуществляется с применением современного комплекса приборов, включая спектрометры для экспресс-анализа химического состава, металлографические анализаторы для оценки размера зерна и дефектоскопы неразрушающего контроля (УЗК, капиллярный метод). Каждый批次 отливок проходит проверку на соответствие механическим свойствам: пределу прочности при растяжении, ударной вязкости и твердости. Сертификация по стандарту ISO 9001 гарантирует, что процедуры контроля не являются формальностью, а реально влияют на допуск продукции к отгрузке. Например, если металлографический анализ выявляет превышение размера первичных карбидов сверх допустимых норм, партия бракуется, несмотря на соответствие химсостава. Такой подход позволяет избегать ситуаций, когда материал «на бумаге» соответствует ГОСТ, но в реальности ведет себя непредсказуемо.
Важным аспектом является финишная механическая обработка. Отливки поступают на горизонтальные обрабатывающие центры, где им придается окончательная форма с допусками по квалитету IT7–IT8. Это обеспечивает идеальную стыковку элементов между собой при монтаже, исключая зазоры, через которые мог бы проникать абразивный поток и размывать основу. Дробемётная обработка поверхности перед покраской удаляет остатки формовочных материалов и создает равномерный профиль шероховатости, необходимый для адгезии защитных покрытий или огнеупорных растворов, если таковые применяются при монтаже.
Для принятия обоснованного решения о закупке необходимо четко понимать различия между доступными на рынке вариантами. Ниже приведена сравнительная таблица, основанная на данных испытаний и эксплуатационной статистике.
| Параметр | Высокохромистый чугун (Cr26) | Карбид кремния (SiC) | Нанокомпозитная керамика (Синхуа Хуалуньда) |
|---|---|---|---|
| Твердость (HRC/HV) | 58–62 HRC | 2200–2400 HV | 65–68 HRC (эквивалент >2600 HV) |
| Термоциклическая стойкость (циклов до трещин) | 150–200 (при ΔT=400°C) | 50–80 (хрупкое разрушение) | >600 (благодаря наноструктуре) |
| Максимальная рабочая температура | до 950°C | до 1300°C | до 1100°C с сохранением вязкости |
| Ударная вязкость (KCU) | 4–6 Дж/см² | < 1 Дж/см² | 8–10 Дж/см² |
| Стойкость к щелочной коррозии | Средняя (риск межкристаллитной коррозии) | Высокая | Очень высокая (бесхромовый состав) |
| Средний срок службы во внутреннем цилиндре | 8–10 месяцев | 6–8 месяцев (из-за сколов) | 16–20 месяцев |
Из таблицы видно, что нанокомпозитные материалы сочетают в себе лучшие свойства металлов (вязкость) и керамики (твердость). Высокохромистые чугуны хороши для условий умеренного износа, но проигрывают при высоких термических нагрузках. Чистая керамика (SiC) обладает выдающейся твердостью, но ее хрупкость делает ее непригодной для зон с вероятностью механических ударов крупными кусками сырья. Нанокомпозиты лишены этих недостатков, что делает их оптимальным выбором для внутреннего цилиндра подогревателя, где сочетаются все виды воздействий.
Даже самый совершенный материал не будет работать эффективно при нарушении технологии монтажа. Одна из распространенных ошибок — использование неправильного типа раствора для заделки швов. Многие подрядчики применяют универсальные огнеупорные смеси, которые имеют коэффициент расширения, отличный от самого элемента футеровки. При нагреве такой шов либо выдавливается, образуя щель, либо трескается. Мы рекомендуем использовать специализированные мертели, разработанные под конкретный тип керамики, с добавлением микроволокон для армирования. Зазоры между элементами должны быть минимальными (не более 2–3 мм), чтобы предотвратить попадание абразива под плитку.
Еще один важный момент — прогрев печи после ремонта. Резкий набор температуры («форсирование») недопустим для новых футеровочных элементов, даже если они термостойкие. Необходимо соблюдать график подъема температуры, особенно в диапазоне 200–600°C, где происходит удаление физической и химически связанной воды из монтажного раствора и адаптация структуры материала. Нарушение этого режима может привести к отслоению элементов уже в первые сутки работы. Опыт показывает, что соблюдение регламента прогрева увеличивает фактический срок службы футеровки на 15–20% по сравнению с расчетным.
При проектировании узлов крепления следует учитывать вес нанокомпозитных элементов. Хотя их плотность может быть ниже, чем у некоторых тяжелых сплавов, общая масса облицовки внутреннего цилиндра значительна. Анкерные элементы, поставляемые в комплекте, должны быть выполнены из жаропрочной стали той же марки, что и основа, чтобы избежать гальванической коррозии и разницы в тепловом расширении. ООО «Синхуа Хуалуньда Литая Сталь» предлагает комплексные решения, включающие не только сами футеровочные плиты, но и весь крепежный узел, прошедший совместные испытания.
Выбор поставщика компонентов для критических узлов цементного производства — это долгосрочное решение. Сотрудничество с предприятиями, имеющими государственный статус и официальное назначение в качестве производителей жаропрочной продукции, снижает риски срыва поставок и несоответствия качества. ООО «Синхуа Хуалуньда Литая Сталь», являясь членом Сетевого центра по комплектующим для электростанций Государственной энергетической корпорации Китая, работает в строгом соответствии с международными стандартами. Наличие собственного научно-технического центра и сотрудничество с университетами (Юго-Восточный, Уханьский, Цзинаньский) позволяет компании оперативно адаптировать продукцию под изменяющиеся требования рынка, например, разрабатывать составы для сжигания альтернативных видов топлива.
Перспективы развития направления нанокомпозитов связаны с дальнейшим уменьшением размера зерна и внедрением функциональных градиентных материалов, где свойства плавно меняются от поверхности к основе. Это позволит еще больше повысить стойкость к термоударам. Уже сейчас патенты компании защищают уникальные рецептуры сплавов, не уступающих лучшим мировым аналогам, но предлагаемых по более конкурентной цене благодаря оптимизации производственной цепочки внутри Китая. Для российских и европейских покупателей это означает возможность получения высокотехнологичного продукта без переплаты за бренд.
В заключение стоит отметить, что переход на футеровочные элементы из нанокомпозитной керамики — это не просто техническое обновление, а инвестиция в стабильность производства. В условиях растущих цен на энергоносители и ужесточения экологических норм, каждый процент повышения эффективности печи и каждый месяц избежанного простоя имеют прямое денежное выражение. Применение футеровочных элементов внутреннего цилиндра подогревателя нового поколения позволяет цементным заводам уверенно смотреть в будущее, зная, что «сердце» их технологической линии защищено самыми современными материалами.
Каков минимальный объем заказа (MOQ) на футеровочные элементы?
Мы понимаем специфику ремонтных кампаний, поэтому гибко подходим к объемам. Минимальный заказ обычно формируется исходя из комплектации одного внутреннего цилиндра конкретного типоразмера подогревателя. Для пробных партий возможно изготовление опытного образца или небольшого комплекта для тестирования на одном из участков, однако экономически целесообразнее заказывать полный комплект для одной зоны, чтобы исключить разницу в партиях материала. Свяжитесь с нами сегодня для расчета потребности под ваш проект.
Совместимы ли ваши элементы с подогревателями иностранных производителей (Polysius, FLSmidth, KHD)?
Абсолютно да. Наша конструкторская служба располагает обширной базой чертежей оборудования ведущих мировых производителей. Мы изготавливаем элементы строго по оригинальным размерам или по модернизированным чертежам, если клиент хочет улучшить конструкцию узла. Точность литья по газифицируемым моделям позволяет соблюдать все посадочные размеры анкерных шпилек и стыковочных плоскостей без дополнительной подгонки на месте.
Какой срок изготовления партии и доставки?
Стандартный цикл производства полного комплекта футеровки составляет 45–60 дней с момента утверждения чертежей и получения предоплаты. Этот срок включает в себя моделирование, литье, термообработку, механообработку и упаковку. Для срочных заказов возможна организация ускоренного производства за 30 дней при условии наличия свободных мощностей. Доставка осуществляется морским или железнодорожным транспортом в зависимости от пункта назначения, сроки транзита оговариваются индивидуально.
Предоставляете ли вы гарантию на продукцию?
Да, мы предоставляем гарантию на отсутствие литейных дефектов и соответствие заявленным механическим свойствам. Гарантийный срок зависит от условий эксплуатации и обычно составляет 12 месяцев с момента ввода в эксплуатацию или 18 месяцев с даты отгрузки. В случае преждевременного износа, вызванного дефектом материала, мы проводим независимую экспертизу и компенсируем убытки поставкой новой партии или возвратом средств, согласно условиям контракта и стандартам ISO 9001.
Можно ли заказать элементы с индивидуальными изменениями геометрии?
Конечно. Одно из наших ключевых преимуществ — возможность кастомизации. Если стандартная конфигурация не устраивает вас из-за особенностей процесса (например, повышенная абразивность сырья или специфический температурный режим), наши инженеры совместно с вами разработают измененную геометрию или подберут другой марочный состав нанокомпозита. Это требует дополнительного времени на проектирование, но результат полностью оправдывает затраты.
Для получения детальной технической документации, чертежей и коммерческого предложения свяжитесь с нашим отделом продаж. Мы готовы обсудить ваши задачи и предложить оптимальное решение для модернизации вашего оборудования. Футеровочные элементы из нанокомпозитной керамики от производителя — это выбор в пользу надежности и эффективности вашего производства.