2026-06-06
Замена футеровочных элементов внутреннего цилиндра подогревателя — это не просто плановый ремонт, а критическая операция, от которой зависит энергоэффективность всей линии обжига и безопасность персонала. В нашей практике мы неоднократно сталкивались с ситуациями, когда преждевременный выход из строя одного сегмента приводил к катастрофическому перегреву корпуса и аварийной остановке производства на 72 часа. Правильно подобранный материал и точная установка позволяют продлить межремонтный интервал с стандартных 6 месяцев до 18–24 месяцев, что напрямую влияет на рентабельность предприятия. Если вы читаете эту статью, значит, перед вами стоит задача минимизировать простои и избежать повторных поломок в ближайшем будущем.
Мы работаем с цементными заводами и металлургическими комбинатами уже более 15 лет и знаем: 80% проблем с футеровкой возникают не из-за качества литья, а из-за ошибок на этапе диагностики и монтажа. Многие инженеры полагаются только на визуальный осмотр толщины стенки, игнорируя микротрещины и изменение кристаллической структуры металла. В этом руководстве мы разберем полный цикл работ: от принятия решения о замене до финальной приемки, опираясь на реальный опыт эксплуатации в экстремальных температурных режимах.
Решение о замене должно приниматься на основе объективных данных, а не интуиции начальника цеха. Критическим порогом для большинства сплавов является потеря 30–35% от первоначальной толщины стенки, однако для зон с максимальным абразивным воздействием этот предел снижается до 20%. Мы рекомендуем проводить ультразвуковой контроль толщины каждые 3 месяца эксплуатации. Если прибор показывает неравномерный износ (разброс более 4 мм на одном кольце), это верный признак нарушения газового потока или смещения оси вращения.
Особое внимание следует уделить так называемым “горячим точкам” — участкам, где температура поверхности корпуса превышает проектные значения на 40–50°C. Часто это свидетельствует о том, что футеровочные элементы внутреннего цилиндра подогревателя уже не выполняют свою теплоизолирующую функцию, и жар проникает непосредственно к металлической оболочке. Игнорирование этого сигнала приводит к деформации барабана, выправить которую стоит в 10 раз дороже, чем своевременная замена комплекта.
Вот чек-лист признаков, требующих немедленного вмешательства:
Не ждите полной остановки линии для проведения инспекции. Современные методы неразрушающего контроля позволяют оценить состояние футеровки без остановки производства, используя тепловизоры и акустические датчики. Помните: каждый день работы с изношенной футеровкой увеличивает риск внезапной аварии экспоненциально.
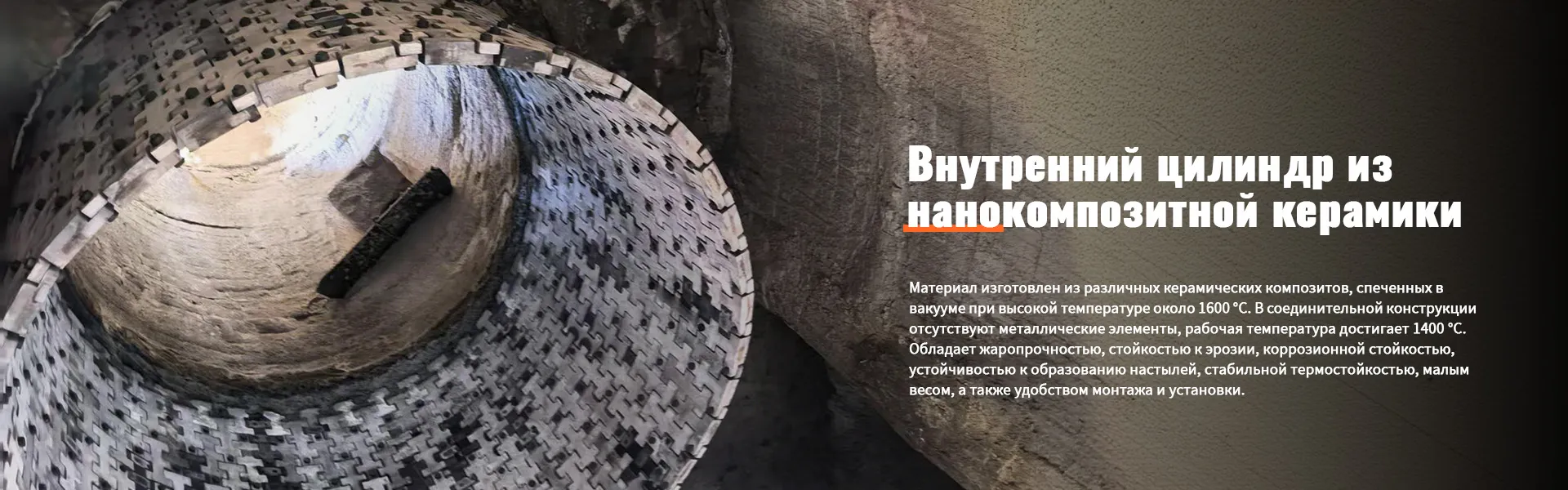
Традиционно для изготовления футеровки использовались высокохромистые чугуны (типа ЧХ30 или аналогов), которые хорошо зарекомендовали себя в условиях абразивного износа. Однако в современных печах с повышенной тепловой напряженностью эти материалы часто не выдерживают термоударов. Мы наблюдаем тенденцию перехода на сложные легированные стали и наноструктурированные композиты, которые сочетают высокую твердость с необходимой вязкостью.
Компания ООО «Синхуа Хуалуньда Литая Сталь», являясь высокотехнологичным государственным предприятием и членом Сетевого центра по комплектующим для электростанций Государственной энергетической корпорации Китая, активно внедряет бесхромовые материалы и нанокомпозиты в ответ на ужесточение экологических норм и требований к долговечности. Наш опыт показывает, что использование специальных сплавов, разработанных совместно с Шанхайским научно-исследовательским институтом металлических материалов, позволяет увеличить ресурс деталей на 40–50% по сравнению со стандартными решениями.
При выборе материала учитывайте три ключевых фактора:
Не гонитесь за максимальной твердостью по Роквеллу. Слишком твердый материал становится хрупким и склонен к выкрашиванию при термоциклировании. Оптимальный баланс достигается при твердости в диапазоне 45–52 HRC с обязательным наличием карбидной сетки, равномерно распределенной в матрице. Наши специалисты проводят металлографический анализ каждой партии отливок, чтобы гарантировать соответствие микроструктуры заявленным характеристикам.
Процесс замены футеровки требует строгой последовательности действий. Нарушение технологии на любом этапе сводит на нет преимущества даже самого дорогого материала. Ниже приведена проверенная методика, которую мы используем на объектах наших партнеров.
Никогда не начинайте работы, пока температура внутри цилиндра не опустится ниже 40°C. Резкое охлаждение водой запрещено — оно вызывает коробление корпуса и скрытые трещины в соседних, еще годных элементах. Обеспечьте принудительную вентиляцию и доступ к люкам. Подготовьте весь необходимый инструмент заранее: гидравлические съемники, шлифовальные машины с алмазными дисками, сварочное оборудование для приварки анкеров и средства индивидуальной защиты.
Аккуратно удалите поврежденные сегменты, стараясь не повредить анкерные шпильки, если они подлежат повторному использованию. Часто бывает, что головка анкера приварена к элементу, и её приходится срезать. Внимательно осмотрите посадочные места: на них не должно быть наплывов металла или остатков старой набивки. Очистите поверхность корпуса до металлического блеска. Частая ошибка: попытка установить новые элементы на неровное основание. Даже перепад высот в 2 мм приведет к тому, что деталь будет работать не всей плоскостью, а точечно, что вызовет её быстрый излом.
Анкерная система — это скелет всей конструкции. Если шпильки деформированы или имеют значительную коррозию (потеря сечения более 15%), их необходимо заменить. Используйте только жаропрочные стали марок, рекомендованных производителем футеровки. Приварку новых анкеров выполняйте с соблюдением режима预热 (предварительного подогрева), чтобы избежать закалочных структур в зоне сварного шва. После установки проверьте геометрию расположения анкеров шаблоном — отклонение более 3 мм сделает монтаж невозможным.
Установка футеровочных элементов внутреннего цилиндра подогревателя производится кольцами, начиная с нижней части. Каждый элемент должен плотно прилегать к соседнему. Зазоры между стыками не должны превышать 2–3 мм; при необходимости используйте термостойкую набивку (керамическое волокно) для уплотнения, но не злоупотребляйте ею. Избыток набивки выгорает и создает каналы для прорыва газов. Крепление осуществляйте специальными фиксаторами или приваркой пластин, следя за тем, чтобы сварной шов не перекрывал рабочую поверхность элемента.
После сборки всего кольца проведите визуальный контроль и проверку уровней. Поверхность футеровки должна образовывать плавный цилиндр без ступенек. Любая ступенька станет турбулизатором потока и местом ускоренного износа. Задокументируйте результаты замеров толщины и зазоров в паспорте ремонта. Только после подписания акта о готовности можно приступать к следующим кольцам или завершать работу.
Важно помнить: качество монтажа напрямую зависит от квалификации бригады. Мы рекомендуем привлекать специалистов, имеющих опыт работы именно с данным типом оборудования, а не универсальных строителей. Ошибки, допущенные при монтаже, проявятся уже через несколько недель эксплуатации в виде вибрации и шума.
За годы работы мы видели множество случаев, когда дорогая футеровка выходила из строя через месяц после установки. Анализ показал, что причина почти всегда крылась в человеческом факторе. Рассмотрим самые распространенные грабли.
Игнорирование температурного расширения. Металл при нагреве расширяется. Если при монтаже не оставить компенсационные зазоры или неправильно подобрать материал набивки, при первом же прогреве элементы упрутся друг в друга и начнут разрушаться от внутренних напряжений. Всегда рассчитывайте тепловое расширение для конкретного сплава и рабочей температуры.
Неправильный выбор крепежа. Использование обычных болтов вместо жаропрочных шпилек приводит к тому, что при температуре выше 500°C крепеж “плывет”, теряя натяжение. Элементы начинают болтаться, биться о корпус и быстро ломаются. Применяйте только сертифицированный крепеж из сталей типа 20Х23Н18 или аналогов.
Отсутствие защиты анкеров. Анкерные шпильки часто подвергаются наибольшему термическому удару. Если они не защищены керамическими втулками или специальным покрытием, они выгорают первыми, оставляя элемент без поддержки. Убедитесь, что конструкция предусматривает защиту несущих элементов от прямого воздействия пламени и агрессивной среды.
Еще одна проблема — несоответствие геометрии. Литье — сложный процесс, и небольшие отклонения возможны. Перед установкой обязательно примеряйте каждый элемент “на сухую”. Попытка силой загнать деталь на место с помощью кувалды недопустима — это создает микротрещины, которые станут очагами разрушения.
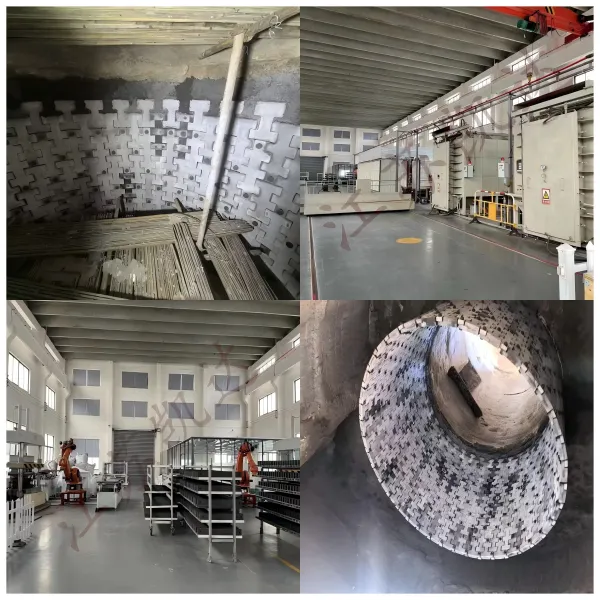
Надежность футеровки закладывается еще в литейном цехе. Покупка дешевых аналогов без сертификатов — это лотерея, где ставка —停产 вашего завода. Сертифицированное производство, такое как база ООО «Синхуа Хуалуньда Литая Сталь», оснащенная линией литья по газифицируемым моделям и современным комплексом контрольно-измерительных приборов (спектрометрами, дефектоскопами), гарантирует стабильность химического состава и отсутствие внутренних дефектов.
Система менеджмента качества ISO 9001, внедренная на предприятии, обеспечивает строгий контроль на всех этапах — от входного контроля сырья до финальной приемки. Это означает, что каждая партия отливок сопровождается протоколами испытаний на механические свойства и химический анализ. Вы можете быть уверены, что заявленная марка сплава соответствует действительности, а структура металла однородна.
Кроме того, сотрудничество с ведущими научно-исследовательскими институтами позволяет внедрять инновационные решения, такие как наноструктурированные материалы, повышающие стойкость к термоциклическим нагрузкам. Продукция, соответствующая международным требованиям по прочности и жаропрочности, проходит тестирование в реальных условиях на крупнейших цементных холдингах Китая перед поступлением в широкую продажу.
При заказе партии обязательно требуйте паспорт качества и сертификат соответствия. Проверьте наличие маркировки на каждом элементе — она должна совпадать с данными в документах. Отсутствие маркировки или нечеткие оттиски — повод отказаться от приемки товара.
Многие руководители воспринимают замену футеровки как статью расходов, которую нужно минимизировать. Это ошибочный подход. Грамотно проведенная модернизация с использованием качественных материалов окупается за счет снижения частоты ремонтов и экономии топлива. Увеличение срока службы в 2 раза означает, что вы тратите половину бюджета на запчасти и вдвое меньше времени на простои.
Кроме того, качественная футеровка улучшает теплоизоляцию, снижая потери тепла через корпус печи. Это позволяет сократить расход топлива на 3–5%, что при годовом объеме производства дает существенную экономию. Также уменьшается нагрузка на систему газоочистки, так как снижается подсос холодного воздуха через неплотности.
Стратегическое партнерство с надежным поставщиком, таким как ООО «Синхуа Хуалуньда Литая Сталь», выступающим официальным производителем для ключевых отраслей промышленности, позволяет планировать бюджеты на годы вперед, избегая непредвиденных аварийных затрат. Полный производственный цикл и собственная лаборатория гарантируют, что вы получите продукт, адаптированный под ваши конкретные технологические процессы, а не складской неликвид.
Срок службы зависит от материала и условий эксплуатации. Для стандартных чугунных изделий он составляет 6–9 месяцев. При использовании специальных легированных сталей и наноструктурированных композитов, разработанных нашими партнерами из исследовательских центров, интервал увеличивается до 18–24 месяцев. Решающим фактором является соблюдение температурного режима и отсутствие механических перегрузок.
Нет, это временная и опасная мера. Сварка изменяет структуру металла в зоне шва, делая его хрупким. Трещина скоро появится снова, часто в другом месте. Кроме того, наплавленный металл имеет другие коэффициенты расширения, что создает дополнительные напряжения. Единственное надежное решение — полная замена поврежденного элемента.
Оптимальный зазор составляет 2–3 мм. Он компенсирует тепловое расширение при нагреве. Если зазор будет меньше, элементы могут раздавить друг друга. Если больше — потребуется слишком много набивки, которая выгорит и нарушит герметичность. Точные значения зависят от конкретной конструкции и должны быть указаны в чертежах производителя.
Безусловно. Геометрия должна обеспечивать плотное прилегание и равномерное распределение нагрузок. Нестандартная форма может создавать завихрения потока, ведущие к локальному перегреву или ускоренному абразивному износу. Все изделия нашего ассортимента разработаны с учетом строгих эксплуатационных требований и адаптированы под конкретные технологические процессы клиентов, включая сотрудничество с Тяньцзиньским и Нанкинским проектными институтами.
Рекомендуем обращаться напрямую к производителям с полным циклом контроля качества, таким как ООО «Синхуа Хуалуньда Литая Сталь». Наличие собственных лабораторий, сертификация ISO 9001 и опыт работы с государственными стандартами обеспечивают надежность поставок. Вы можете связаться с нами для получения консультации и расчета стоимости комплекта под ваше оборудование.
Замена футеровки — это инвестиция в стабильность вашего производства. Не рискуйте, выбирая сомнительные варианты. Доверьте эту задачу профессионалам, использующим передовые технологии литья и обработки. Правильный выбор материала и квалифицированный монтаж обеспечат вашему подогревателю долгую и эффективную службу.
Для получения детальной технической документации, консультаций по подбору материалов и оформления заказа свяжитесь с нами сегодня. Мы готовы предложить индивидуальные решения, основанные на многолетнем опыте и научных разработках, чтобы ваше производство работало без сбоев. Футеровочные элементы внутреннего цилиндра подогревателя от производителя — это гарантия качества и надежности для вашего бизнеса.