2026-05-31
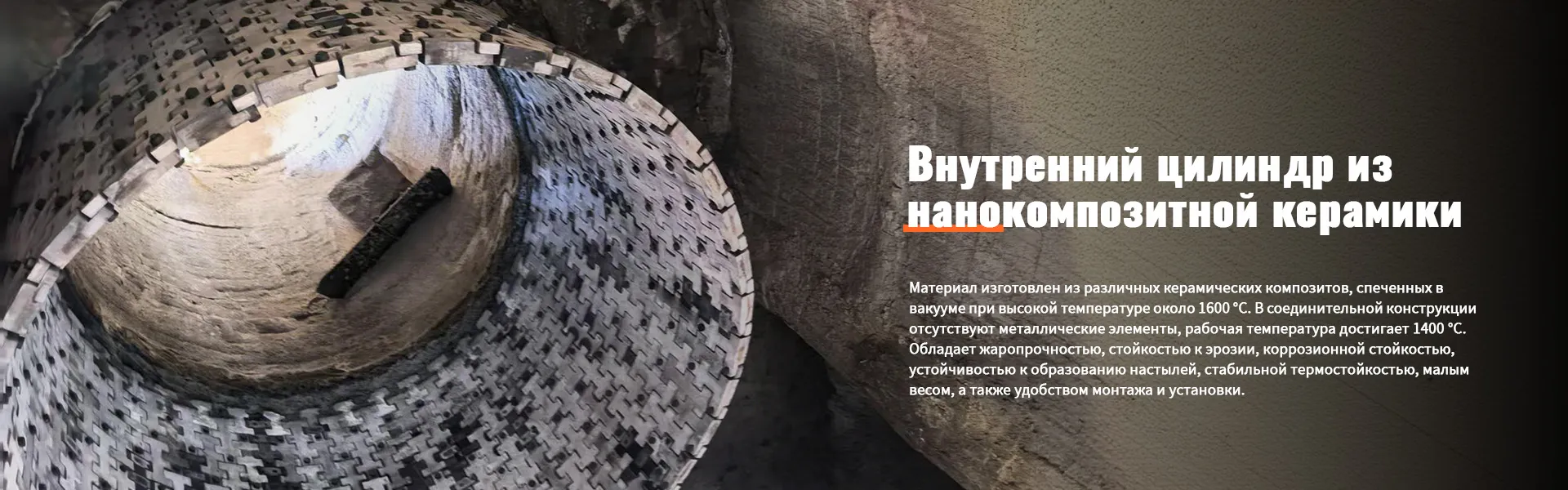
Футеровочные элементы внутреннего цилиндра подогревателя — это критически важный узел, определяющий эффективность теплообмена и срок службы всего агрегата в цементной и металлургической промышленности. При закупке оптом поставщик должен предоставить не просто цену за килограмм отливки, а полный пакет технической документации, подтверждающей способность материала выдерживать циклические термические нагрузки до 1100°C без образования трещин. В нашей практике мы неоднократно сталкивались с ситуацией, когда заказчики выбирали поставщика исключительно по низкой стоимости, игнорируя химический состав сплава, что приводило к разрушению футеровки уже через 3-4 месяца эксплуатации вместо гарантированных 18-24 месяцев.
Основная задача этих компонентов — защита корпуса цилиндра от абразивного износа сырьевой муки и клинкера при одновременном сохранении тепловой инерции системы. Ключевым параметром здесь является не только твердость по Бринеллю (HB), которая должна находиться в диапазоне 450-550 единиц, но и ударная вязкость KCU, составляющая не менее 12 Дж/см² при комнатной температуре. Если поставщик не может подтвердить эти цифры протоколами испытаний из собственной лаборатории или аккредитованного центра, риск преждевременного выхода оборудования из строя возрастает многократно. Мы рекомендуем сразу запрашивать сертификат качества с расшифровкой легирующих элементов: содержание хрома, никеля и молибдена должно строго соответствовать чертежам, так как даже отклонение на 0,5% меняет фазовую структуру металла.
География поставок также играет роль: логистика тяжелых стальных отливок из Китая в Россию или страны СНГ требует тщательной упаковки и защиты от коррозии во время морской или железнодорожной перевозки. Надежный производитель, такой как ООО «Синхуа Хуалуньда Литая Сталь», расположенный в промышленном парке города Синхуа, использует специализированные деревянные ящики с влагопоглотителями и антикоррозийными покрытиями, нанесенными сразу после механической обработки. Это предприятие, основанное в 2006 году и реорганизованное в высокотехнологичную компанию, давно зарекомендовало себя как стратегический партнер для модернизации линий сухого способа производства цемента, поставляя изделия, адаптированные под суровые климатические условия эксплуатации.
При формировании технического задания важно учитывать геометрию крепежных отверстий и допуски на посадку. Футеровочные плиты часто работают в условиях постоянного вибрационного воздействия, поэтому наличие самоконтрящихся элементов или специальных замковых соединений является обязательным требованием. Ошибки в проектировании этих узлов приводят к тому, что болты ослабевают, элементы начинают люфтить и быстро разрушаются под ударами материала. Инженеры компании, сотрудничающей с Тяньцзиньским и Нанкинским проектными институтами, разработали ряд универсальных анкерных решений, которые минимизируют этот риск, обеспечивая жесткую фиксацию даже при температурных деформациях корпуса цилиндра.
Выбор марки стали для футеровочных элементов внутреннего цилиндра подогревателя определяет 80% успеха всей кампании по ремонту оборудования. Многие заводы допускают ошибку, пытаясь использовать стандартные жаропрочные стали типа 1Х18Н9Т или их аналоги, которые прекрасно работают в статических условиях, но катастрофически быстро деградируют в среде с высоким содержанием абразивной пыли и перепадами температур. В зоне подогревателя температура газов колеблется от 300°C до 900°C, а поток материала создает эффект пескоструйной обработки, который обычная нержавеющая сталь не выдерживает.
Оптимальным решением являются специальные легированные стали с повышенным содержанием хрома (до 28%) и добавлением карбидообразующих элементов. Такие сплавы формируют на поверхности плотную оксидную пленку, защищающую основной металл от дальнейшего окисления, при этом карбиды обеспечивают высокую микротвердость поверхностного слоя. В ходе исследований, проведенных совместно с Шанхайским научно-исследовательским институтом металлических материалов, было доказано, что применение наномодифицированных сплавов увеличивает ресурс деталей на 40-50% по сравнению с традиционными аналогами. Эти материалы были успешно внедрены в производство ООО «Синхуа Хуалуньда Литая Сталь», где используется передовая линия литья по газифицируемым моделям для получения отливок сложной формы с высокой точностью размеров.
Особое внимание следует уделить проблеме “хрупкости после отпуска”. Некоторые высокохромистые стали склонны к охрупчиванию при длительном пребывании в температурном интервале 400-500°C. Чтобы избежать этого, современные технологии термообработки включают многоступенчатый отпуск с контролируемым охлаждением, что позволяет снять внутренние напряжения без потери прочности. Наша компания оснащена собственным Цзянсуским исследовательским центром термической обработки, где каждая партия отливок проходит индивидуальный режим закалки и отпуска, зафиксированный в цифровом журнале процесса. Это гарантирует стабильность механических свойств от первой до последней детали в партии.
Еще один критический аспект — стойкость к термоудару. Когда холодный материал попадает на разогретую футеровку, возникают колоссальные термические напряжения. Если коэффициент линейного расширения материала подобран неверно, на поверхности неизбежно появится сетка микротрещин, которые быстро превратятся в сквозные дефекты. Мы разработали композитные решения, где матрица металла армирована специальными волокнами, гасящими энергию трещины и останавливающими ее развитие. Такой подход позволил нашим клиентам сократить количество внеплановых остановок печи на 30%, что напрямую влияет на рентабельность производства.
Важно понимать, что не существует “универсальной стали” для всех типов подогревателей. Для агрегатов, работающих на альтернативном топливе с высоким содержанием серы и хлора, требуются сплавы с повышенной коррозионной стойкостью, возможно, с добавлением алюминия или кремния. Поставщик обязан провести аудит условий эксплуатации вашего конкретного агрегата перед предложением материала. Игнорирование этого этапа — верный путь к повторным затратам на замену деталей уже через полгода.
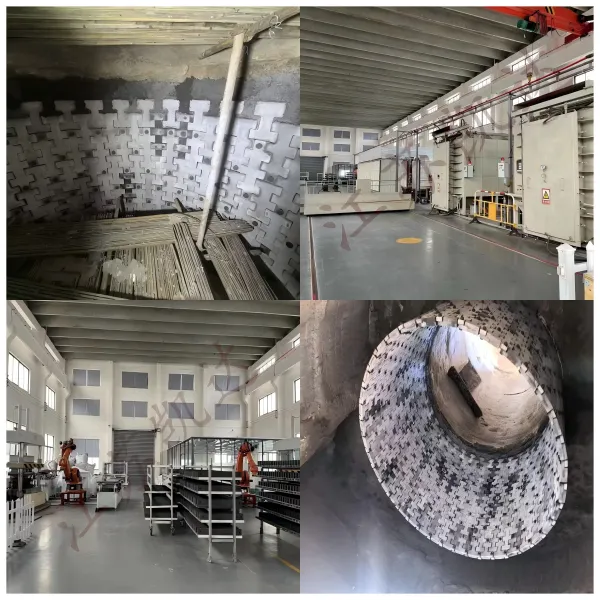
Качество футеровочных элементов закладывается еще на этапе создания модели, и именно здесь технология литья по газифицируемым моделям (Lost Foam Casting) дает решающее преимущество перед традиционным песчаным литьем. Этот метод позволяет получать отливки с минимальными припусками на механическую обработку, идеальной геометрией внутренней полости и отсутствием швов, которые являются концентраторами напряжений. На производственной базе в городе Синхуа этот процесс полностью автоматизирован: вспенивание полистирольных моделей, нанесение огнеупорного покрытия и заливка металлом происходят в контролируемой атмосфере, что исключает попадание шлаковых включений в тело детали.
После затвердевания отливки проходят обязательную дробемётную обработку для удаления остатков формовочного материала и очистки поверхности. Однако настоящая проверка качества начинается в лаборатории. Спектральный анализ проводится для каждой плавки, чтобы убедиться в соответствии химического состава заявленной марке стали. Металлографический анализатор позволяет оценить размер зерна и равномерность распределения карбидов — параметры, которые напрямую влияют на износостойкость. Дефектоскопия неразрушающего контроля (УЗК или рентген) выявляет внутренние поры и раковины, невидимые глазу, но способные стать очагом разрушения под нагрузкой.
Система менеджмента качества ISO 9001, внедренная на предприятии, регламентирует каждый шаг этого пути. От входного контроля сырья (скрап, ферросплавы, шихтовые материалы) до финальной приемки готовой продукции — каждый этап документируется и подлежит аудиту. Это не просто формальность для получения сертификата, а рабочий инструмент, позволяющий отследить историю любой детали по ее уникальному номеру. Если через год эксплуатации возникнет вопрос о причине выхода из строя, мы сможем поднять архивные данные о параметрах плавки, режиме термообработки и результатах испытаний именно этой партии.
Механическая обработка осуществляется на современных горизонтальных обрабатывающих центрах с ЧПУ, что обеспечивает высокую точность изготовления посадочных мест и крепежных отверстий. Погрешность позиционирования не превышает 0,02 мм, что критически важно для плотной стыковки элементов футеровки между собой. Зазоры более 1-2 мм недопустимы, так как в них набивается материал, вызывающий локальный перегрев и разрушение соседних плит. Мы используем твердосплавный инструмент последнего поколения, позволяющий обрабатывать закаленные стали без изменения их поверхностных свойств.
Особое место занимает экологическая безопасность производства. В ответ на требования Министерства промышленности и информатизации КНР и мировые тренды, компания активно переходит на бесхромовые технологии и материалы. Это снижает токсичность выбросов как в процессе производства, так и при возможной утилизации отработанных деталей. Разработка нанокомпозитных материалов, не содержащих опасных соединений, стала одним из ключевых направлений НИОКР, результатом которого стало получение нескольких патентов и признание со стороны отраслевых ассоциаций.
При принятии решения о закупке футеровочных элементов внутреннего цилиндра подогревателя оптом многие руководители смотрят только на цену за тонну металла, совершая классическую ошибку. Реальная стоимость владения (TCO) складывается из цены покупки, стоимости доставки, затрат на монтаж, частоты замен и потерь от простоев оборудования. Дешевая деталь, требующая замены каждые 6 месяцев, обходится предприятию в 2-3 раза дороже, чем качественная отливка со сроком службы 2 года, если учесть стоимость остановки печи, аренды кранов и работы ремонтных бригад.
Оптовая закупка позволяет зафиксировать цену на длительный период и избежать рисков, связанных с колебаниями курсов валют и ростом стоимости металлопроката на мировом рынке. Кроме того, крупные заказы дают возможность производителю оптимизировать технологический процесс, объединив плавки и снизив процент брака, что частично возвращается клиенту в виде скидки. Стандартный минимальный объем заказа (MOQ) для индивидуальных проектов обычно составляет от 1 тонны, но для типовых изделий возможно формирование сборных контейнеров, что удобно для средних предприятий, не нуждающихся в огромных партиях сразу.
Логистика играет существенную роль в итоговой цене. Прямые поставки от производителя в Китае позволяют исключить посредников, которые часто накручивают цену до 40-50%, не добавляя никакой ценности. Компания организует доставку до порта отправления с полной таможенной очисткой экспорта, предоставляя все необходимые документы для импорта в страну назначения (сертификаты происхождения, инвойсы, упаковочные листы). Для российских клиентов важна возможность работы в рублях или юанях, а также соблюдение сроков отгрузки, которые жестко контролируются системой ERP предприятия.
Рассмотрим конкретный пример из нашей практики. Один из цементных заводов в Центральной России ежегодно тратил около 15 миллионов рублей на замену футеровки, используя местных поставщиков со сроком службы изделий 8 месяцев. После перехода на продукцию нашего производства и увеличения межремонтного интервала до 20 месяцев, годовые затраты снизились до 7 миллионов рублей, включая доставку. Экономия составила более 50%, при этом надежность работы линии повысилась, так как исчезли внезапные аварийные остановки из-за прогара цилиндра.
Важно также учитывать сервисную поддержку. Поставщик должен быть готов не просто отгрузить товар, но и проконсультировать по вопросам монтажа, предоставить чертежи в удобном формате (DWG, STEP) и, при необходимости, направить специалиста для шеф-монтажа. Наличие склада запчастей или возможность быстрого запуска производства по чертежам заказчика (Custom Manufacturing) является признаком зрелости компании. ООО «Синхуа Хуалуньда Литая Сталь» поддерживает постоянный контакт с клиентами через персонального менеджера, владеющего техническими деталями продукта, что ускоряет решение любых возникающих вопросов.
| Параметр сравнения | Бюджетные поставщики (Локальные/Дистрибьюторы) | Прямой производитель (ООО «Синхуа Хуалуньда») | Влияние на бизнес |
|---|---|---|---|
| Срок службы изделий | 6-9 месяцев (часто из-за экономии на легирующих добавках) | 18-24 месяца (контролируемый химсостав и термообработка) | Снижение частоты ремонтов в 2-3 раза |
| Точность геометрии | Высокие припуски, необходимость подгонки на месте | Литье по выплавляемым моделям, точность до IT10-IT12 | Сокращение времени монтажа на 40% |
| Документация | Часто отсутствует или формальная | Полный пакет (паспорта, сертификаты, отчеты испытаний) | Прозрачность для аудиторов и гарантийные случаи |
| Гибкость производства | Работают только со складскими позициями | Изготовление по чертежам заказчика, адаптация под узлы | Возможность модернизации устаревшего оборудования |
| Цена за тонну | Ниже на 10-15% (но выше TCO) | Конкурентная за счет отсутствия посредников | Реальная экономия бюджета на горизонте 3 лет |
Даже самые качественные футеровочные элементы могут выйти из строя преждевременно, если монтаж выполнен с нарушениями технологии. Одна из самых распространенных ошибок — неправильная затяжка крепежных болтов. Многие монтажные бригады используют пневмоинструмент без динамометрического контроля, что приводит либо к недотягу (элемент вибрирует и разбивает отверстие), либо к перетягу (болт растягивается и ломается при термоциклировании). Мы настоятельно推荐使用 использование динамометрических ключей и соблюдение момента затяжки, указанного в паспорте изделия, обычно это 80-90% от предела текучести материала болта.
Второй критический момент — подготовка поверхности цилиндра перед установкой. Если на корпусе остались остатки старой футеровки, окалина или неровности сварных швов, новые элементы не лягут плотно. Образовавшиеся воздушные карманы становятся зонами локального перегрева, так как сталь хуже проводит тепло, чем плотный контакт металл-металл. Перед монтажом поверхность должна быть очищена до белого металла и проверена на плоскостность. В некоторых случаях требуется наплавка изношенных участков корпуса для восстановления геометрии.
Третий аспект — последовательность установки. Монтаж должен вестись снизу вверх или от центра к краям, в зависимости от конструкции цилиндра, чтобы обеспечить естественное уплотнение стыков под действием гравитации и центробежных сил. Нарушение очередности может привести к тому, что верхние ряды повиснут на крепеже, создавая избыточную нагрузку. Также важно соблюдать температурный режим при монтаже: установка холодной футеровки на горячий цилиндр (или наоборот) без учета коэффициентов расширения приведет к деформации всей конструкции при первом же запуске.
В процессе эксплуатации необходимо регулярно проводить визуальный осмотр и простукивание футеровки для выявления отслоений. Появление характерного звонкого звука свидетельствует о нарушении контакта с корпусом. Современные методы мониторинга, такие как термография, позволяют дистанционно отслеживать температуру поверхности цилиндра и выявлять участки истончения футеровки по локальным热点 (hot spots). Внедрение такой системы предиктивного обслуживания позволяет планировать ремонты заранее, избегая аварийных ситуаций.
Стоит отметить, что некоторые клиенты пытаются сэкономить, устанавливая элементы только в наиболее изношенных зонах, оставляя старые детали на остальных участках. Это ошибочная стратегия: разница в высоте футеровки создает турбулентные потоки материала, которые интенсивно размывают границу между новыми и старыми элементами. Замена должна производиться либо полным комплектом, либо секциями, рассчитанными инженерами с учетом аэродинамики потока внутри цилиндра.
Для стандартных изделий, находящихся в программе регулярного производства, минимальный заказ может составлять от 500 кг, однако экономически целесообразно формировать партию от 1-2 тонн для оптимизации логистических расходов. Для индивидуальных проектов по чертежам заказчика MOQ определяется стоимостью изготовления оснастки (моделей) и обычно начинается от 1 тонны. Мы готовы обсудить условия пробной партии для тестирования качества продукции перед заключением долгосрочного контракта.
Да, мы предоставляем гарантию на отсутствие литейных дефектов (трещины, раковины, включения) в течение 12 месяцев с момента отгрузки. Гарантия на износостойкость зависит от конкретных условий эксплуатации (температура, абразивность материала, режим работы печи) и оговаривается индивидуально в техническом задании. Если параметры эксплуатации соответствуют заявленным в проекте, мы гарантируем срок службы не менее 18 месяцев для основных марок жаропрочных сталей.
Безусловно, это одно из наших ключевых направлений. Конструкторское бюро компании выполняет обратное проектирование по предоставленному образцу (даже сильно изношенному) с восстановлением исходной геометрии. Также возможно производство строго по чертежам в форматах PDF, DWG, STEP. Инженеры проведут анализ чертежа на технологичность литья и предложат оптимизацию конструкции для повышения срока службы, если это потребуется.
Стандартный срок производства партии составляет 25-35 рабочих дней с момента утверждения чертежей и внесения предоплаты. Доставка морским транспортом до портов Дальнего Востока или Санкт-Петербурга занимает еще 20-30 дней, железнодорожная доставка может быть быстрее в зависимости от загруженности границ. Мы работаем по условиям Incoterms 2020 (FOB, CIF, DAP), беря на себя все вопросы экспортного оформления.
Традиционные жаропрочные стали содержат хром для обеспечения стойкости к окислению. Однако мы активно развиваем направление бесхромовых наноматериалов, которые по своим характеристикам не уступают, а иногда и превосходят классические аналоги, при этом являясь более экологичными. Выбор материала зависит от требований конкретного проекта и нормативов безопасности, действующих на предприятии заказчика.
Выбор надежного поставщика футеровочных элементов внутреннего цилиндра подогревателя — это инвестиция в стабильность вашего производства на годы вперед. Продукция ООО «Синхуа Хуалуньда Литая Сталь», созданная благодаря синтезу государственной поддержки, научных разработок ведущих институтов Китая и строгого контроля качества ISO 9001, способна решить задачи самой высокой сложности. Переход на наши комплектующие позволит вам не только снизить прямые затраты на ремонты, но и повысить общую эффективность технологической линии за счет увеличения межремонтных интервалов.
Не позволяйте низким ценам сомнительных конкурентов вводить вас в заблуждение: реальная экономия достигается за счет долговечности и надежности. Свяжитесь с нами сегодня, чтобы получить детальный расчет стоимости вашей заявки и консультацию ведущих инженеров-металлургов. Мы готовы подготовить коммерческое предложение с учетом всех ваших технических требований и логистических предпочтений в кратчайшие сроки.
Для начала сотрудничества заполните форму запроса на сайте или напишите нам напрямую, указав марку вашего оборудования и желаемый объем поставки. Свяжитесь с нами сегодня для обсуждения деталей проекта и получения каталога продукции с подробными спецификациями.