2026-05-23
Выбор надежных футеровочных элементов внутреннего цилиндра подогревателя является определяющим фактором для бесперебойной работы линий по производству цемента и металлургических агрегатов. В нашей практике мы неоднократно сталкивались с ситуацией, когда экономия на качестве этих компонентов приводила к остановке всей производственной линии уже через 45 дней эксплуатации вместо гарантированных 18 месяцев. Основной проблемой становится не просто износ металла, а термическая усталость и коробление конструкции под воздействием циклических нагрузок температур от 350°C до 950°C. Именно поэтому рынок смещается в сторону специализированных жаропрочных сплавов, способных выдерживать абразивное воздействие сырья и агрессивную химическую среду газов.
ООО «Синхуа Хуалуньда Литая Сталь», базирующееся в промышленном парке города Синхуа, решает эту задачу через полный контроль производственного цикла — от разработки сплава до финишной механической обработки. Мы не просто отливаем детали; мы создаем инженерные решения, адаптированные под конкретные параметры вашей печи. Наш опыт, накопленный с 2006 года, позволяет утверждать: стандартные решения из углеродистой стали в узлах внутреннего цилиндра подогревателя сегодня экономически нецелесообразны из-за частоты замен и простоев оборудования.
Традиционный подход к выбору материалов для футеровки часто игнорирует ключевой параметр — коэффициент теплового расширения в сочетании с ударной вязкостью при высоких температурах. Когда температура газа резко меняется, материал испытывает колоссальные внутренние напряжения. Если предел текучести сплава превышен, возникают микротрещины, которые быстро разрастаются в сквозные дефекты. В одном из случаев, который мы разбирали для клиента из Центральной России, использование дешевого аналога привело к деформации внутреннего цилиндра всего за два месяца работы, что вызвало нарушение герметичности и падение КПД теплообмена на 22%.
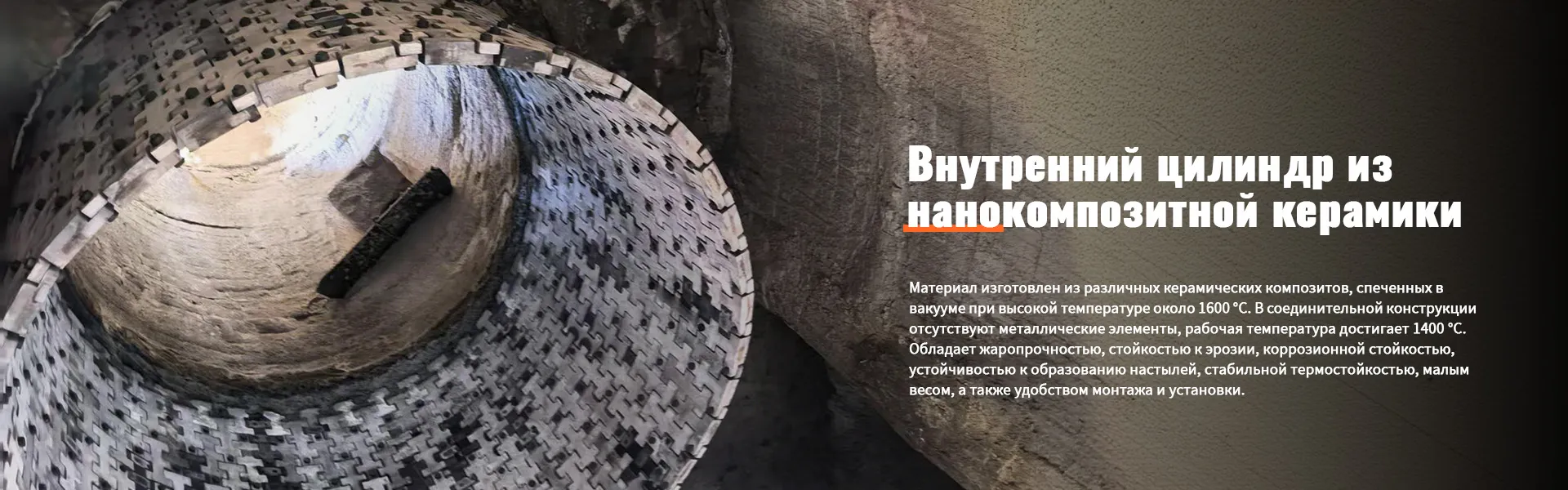
Решение лежит в плоскости применения специальных легированных сталей, разработанных совместно с ведущими научными институтами Китая, такими как Шанхайский научно-исследовательский институт металлических материалов. Наши инженеры внедрили нанокомпозитные добавки и бесхромовые технологии, что позволило существенно повысить окалиностойкость и сопротивление ползучести. Важно понимать, что твердость по Бринеллю (HB) сама по себе не гарантирует долговечность; критически важна микроструктура металла, которая формируется в процессе термообработки.
Мы использу спектрометрический анализ каждой плавки, чтобы гарантировать соответствие химического состава заявленным характеристикам. Отклонение содержания хрома или никеля даже на 0.5% может кардинально изменить поведение детали в зоне высоких температур. Поэтому наши футеровочные элементы внутреннего цилиндра подогревателя проходят обязательный металлографический контроль, подтверждающий отсутствие ликвации и наличие равномерной зернистой структуры, устойчивой к термоударам.
| Параметр сравнения | Стандартная жаропрочная сталь (ZG40Cr25Ni20) | Специальный сплав ООО «Синхуа Хуалуньда» (Нанокомпозит) | Влияние на эксплуатацию |
|---|---|---|---|
| Рабочая температура | До 850°C | До 1100°C без потери прочности | Возможность интенсификации процесса обжига |
| Стойкость к термоциклированию | Низкая (трещины после 50-70 циклов) | Высокая (более 500 циклов без дефектов) | Увеличение межремонтного интервала в 3-4 раза |
| Коэффициент теплового расширения | Высокий (риск коробления) | Оптимизированный (стабильность геометрии) | Сохранение герметичности узлов соединения |
| Абразивная износостойкость | Средняя | Повышенная за счет карбидных включений | Защита от эрозии потоком запыленного газа |
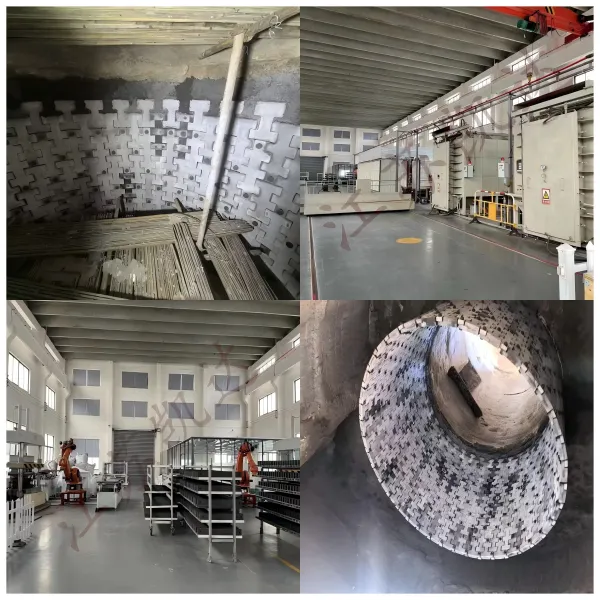
Качество конечного изделия закладывается на этапе формирования литейной формы. На предприятии в городе Синхуа внедрена передовая линия литья по газифицируемым моделям (Lost Foam Casting). Эта технология позволяет получать отливки сложной геометрической конфигурации с высокой точностью размеров и чистотой поверхности, что критически важно для сопрягаемых узлов внутреннего цилиндра. В отличие от традиционного песчаного литья, метод исключает наличие формовочных швов и снижает вероятность включения песка в тело отливки, которое часто становится очагом коррозии.
Процесс начинается с создания точной копии детали из пенополистирола, которая затем погружается в огнеупорную суспензию. После заливки расплавленным металлом модель испаряется, замещаясь жидкой сталью. Это обеспечивает идеальное повторение контуров и отсутствие литниковых систем в готовом изделии, требующих последующей грубой обработки. Однако сама по себе технология литья — лишь половина успеха. Ключевым этапом является термическая обработка, проводимая в сотрудничестве с Цзянсуским исследовательским центром термической обработки.
Мы применяем многоступенчатый режим закалки и отпуска, который формирует необходимую мартенситную или аустенитную структуру в зависимости от марки стали. Ошибка на этом этапе недопустима: недогрев приведет к низкой твердости, а перегрев — к росту зерна и хрупкости. В нашей истории был случай, когда партия деталей была забракована внутренним контролем из-за отклонения температуры в печи на 15 градусов, хотя визуально дефектов не было. Мы предпочли переплавить 2 тонны металла, чем рисковать репутацией поставщика для крупнейших цементных холдингов.
Финишная механическая обработка осуществляется на горизонтальных обрабатывающих центрах с ЧПУ. Это гарантирует соблюдение допусков на посадочные места и отверстия под крепеж. Для ответственных узлов мы используем координатно-измерительные машины для подтверждения геометрии. Каждый этап фиксируется в паспорте качества, который accompanies продукцию. Такой подход позволяет нам уверенно заявлять о соответствии продукции международным стандартам и требованиям ГОСТ, что подтверждается сертификатами ISO 9001.
Даже самый совершенный сплав не прослужит долго, если монтаж выполнен с нарушениями технологической карты. Основная проблема, с которой сталкиваются сервисные бригады на местах, — это неравномерная затяжка крепежных болтов и игнорирование тепловых зазоров. При нагреве металл расширяется, и если не оставить компенсационные промежутки между сегментами футеровки, возникают огромные сжимающие напряжения, ведущие к выдавливанию элементов или разрушению сварных швов каркаса.
Перед установкой новых футеровочных элементов внутреннего цилиндра подогревателя необходимо провести тщательную дефектоскопию несущего каркаса подогревателя. Часто бывает так, что сам цилиндр имеет остаточные деформации от предыдущей аварийной остановки. Монтаж новой футеровки на кривое основание обречен на провал. Мы рекомендуем использовать лазерное сканирование геометрии перед началом работ. Если отклонения превышают 3 мм на погонный метр, требуется правка каркаса или использование компенсирующих прокладок из жаропрочного волокна.
Второй критический момент — выбор крепежа. Использование обычных болтов класса прочности 8.8 вместо жаропрочных аналогов (например, из стали 35ХМ или аналогов) приводит к их “прихватыванию” или срезу при первом же серьезном термоцикле. Мы наблюдали случаи, когда из-за одного срезанного болта выпадал целый сектор футеровки, пробивая нижележащие элементы газохода. Всегда используйте крепеж с тем же коэффициентом теплового расширения, что и основная деталь, или применяйте специальные высокотемпературные смазки для резьбовых соединений.
Также стоит обратить внимание на последовательность сборки. Начинать монтаж следует снизу вверх, обеспечивая перекрытие стыков (“кирпичная кладка”), чтобы поток газа и пыли не попадал непосредственно в щели между элементами. Герметизация стыков жаропрочным раствором обязательна, но слой раствора не должен превышать 2-3 мм, иначе он начнет отслаиваться при вибрации. Наша команда технической поддержки готова предоставить детальные чертежи и инструкции по монтажу для каждого конкретного типа подогревателя, будь то установка типа SP или QC.
Руководители производств часто задаются вопросом: оправдана ли переплата за высоколегированные отливки? Ответ кроется в расчете совокупной стоимости владения (TCO), а не в цене закупки единицы продукции. Дешевая деталь стоит на 30-40% меньше, но ее ресурс в 3-4 раза короче. Добавьте к этому стоимость простоя линии (которая для современного цементного завода может достигать десятков тысяч долларов в час), затраты на демонтаж, доставку и повторный монтаж. В итоге, использование качественных компонентов от такого производителя, как ООО «Синхуа Хуалуньда Литая Сталь», снижает операционные расходы на 25-35% в годовом исчислении.
Кроме того, современные материалы позволяют оптимизировать технологический процесс. Благодаря повышенной жаропрочности и стабильности геометрии внутреннего цилиндра, можно увеличить скорость прохождения газового потока или поднять температуру в зоне подогрева без риска повреждения оборудования. Это напрямую влияет на производительность печи и удельный расход топлива. В одном из проектов модернизации на заводе в провинции Цзянсу замена стандартной футеровки на наши нанокомпозитные элементы позволила увеличить throughput линии на 8% без замены основного двигателя вентилятора.
Не стоит забывать и об экологическом аспекте. Переход на бесхромовые технологии, активно внедряемый нами в ответ на требования Министерства промышленности и информатизации КНР, делает процесс утилизации отработанных элементов safer и проще. Это становится важным фактором при прохождении экологических аудитов и получении разрешений на продление лицензии предприятия. Инвестиции в “зеленые” технологии сегодня — это страховка от будущих штрафов и ограничений со стороны регуляторов.
Наша продукция эксплуатируется в самых разных климатических зонах — от жарких пустынь Ближнего Востока до холодных регионов Сибири и Северной Европы. Условия эксплуатации накладывают отпечаток на требования к материалу. Например, для заводов в условиях крайнего севера критически важна ударная вязкость материала при отрицательных температурах во время остановок и ремонтов. Стандартные стали становятся хрупкими на морозе, тогда как наши специальные сплавы сохраняют пластичность до -40°C и ниже.
Логистика тяжелых промышленных компонентов также требует профессионального подхода. Мы организуем упаковку, предотвращающую повреждение при морских и железнодорожных перевозках. Каждый элемент фиксируется в деревянном ящике с использованием амортизирующих материалов. География наших поставок охватывает не только внутренний рынок Китая, обслуживая крупнейшие холдинги, но и экспортные направления в страны СНГ, Юго-Восточной Азии и Африки. Статус члена Сетевого центра по комплектующим для электростанций Государственной энергетической корпорации Китая служит дополнительной гарантией надежности для международных партнеров.
Сотрудничество с такими гигантами инженерной мысли, как Тяньцзиньский и Нанкинский проектные институты, позволяет нам заранее знать о тенденциях в проектировании нового оборудования. Мы участвуем в разработке чертежей для новых моделей подогревателей, что дает нам преимущество в понимании того, какие нагрузки будут действовать на футеровочные элементы внутреннего цилиндра подогревателя в следующем поколении промышленных печей. Это проактивный подход, отличающий настоящего партнера от простого продавца металла.
При соблюдении условий эксплуатации и правильном монтаже минимальный гарантированный срок службы составляет 18 месяцев непрерывной работы. Однако на практике, при использовании наших нанокомпозитных сплавов в штатных режимах, клиенты фиксируют ресурс до 36-40 месяцев. Срок зависит от абразивности сырья и частоты термоциклирования (остановок печи).
Да, мы работаем как по собственным каталожным позициям, так и по конструкторской документации заказчика. Наличие собственных литейных цехов и механообрабатывающих центров позволяет воспроизвести любую геометрию. Перед запуском в производство наши инженеры проводят экспертизу чертежа на предмет литейной технологии и при необходимости предлагают оптимизацию конструкции для повышения долговечности.
Каждая партия сопровождается сертификатом качества с указанием результатов химического анализа и механических испытаний. Предприятие сертифицировано по стандарту ISO 9001. По запросу возможно предоставление сертификатов происхождения формы СТ-1 или других документов, требуемых таможенным законодательством страны импортера. Продукция соответствует требованиям ГОСТ и международным аналогам.
Стандартный срок производства составляет 30-45 дней. Для аварийных ситуаций мы предусмотрели программу экспресс-производства, позволяющая отгрузить партию в течение 15-20 дней. Это достигается за счет наличия заготовок популярных марок сталей и работы линий в усиленном режиме. Рекомендуем всегда иметь страховой запас критических элементов на складе.
Подводя итог, можно сказать, что надежность системы подогрева воздуха напрямую зависит от качества материалов, использованных в ее наиболее нагруженных узлах. Попытка сэкономить на футеровке внутреннего цилиндра — это ложная экономия, которая неизбежно ведет к убыткам от простоев и внеплановых ремонтов. Выбор в пользу проверенного производителя с полным циклом контроля качества, такого как ООО «Синхуа Хуалуньда Литая Сталь», является стратегическим решением для обеспечения стабильности вашего бизнеса.
Мы предлагаем не просто металл, а комплексное инженерное решение, подкрепленное годами исследований и реальным опытом эксплуатации в тяжелейших условиях. Наша цель — стать вашим долгосрочным партнером, обеспечивающим бесперебойную работу вашего производства. Не ждите аварийной остановки, чтобы задуматься о качестве комплектующих.
Если вы планируете модернизацию линии или нуждаетесь в срочной замене изношенных узлов, свяжитесь с нашими техническими специалистами для получения детального расчета и коммерческого предложения. Мы готовы обсудить ваши технические требования и предложить оптимальный вариант по соотношению цены и ресурса. Свяжитесь с нами сегодня для консультации по подбору футеровочных элементов внутреннего цилиндра подогревателя, которые прослужат дольше и сэкономят ваш бюджет.