2026-05-30
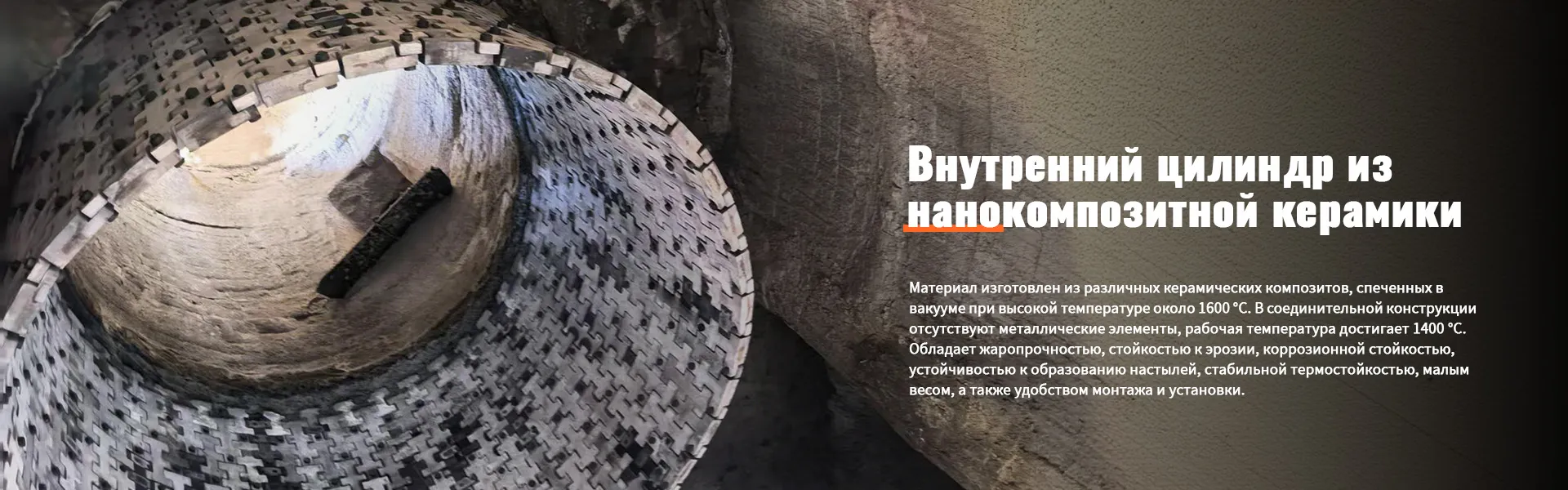
Выбор надежных футеровочных элементов внутреннего цилиндра подогревателя определяет эффективность работы всей линии обжига клинкера. В нашей практике мы видели, как экономия на качестве отливок приводила к остановке печи каждые 3-4 месяца вместо запланированных 18-24 месяцев эксплуатации. Критическим параметром здесь является не просто твердость по Бринеллю (HB), а сочетание жаропрочности и ударной вязкости при циклических нагрузках. Стандартные решения из обычного хромистого чугуна часто растрескиваются при резком перепаде температур в зоне预热 (предварительного нагрева), тогда как специализированные сплавы выдерживают термоудар до 600°C без потери целостности структуры.
Для проектов модернизации цементных заводов мы рекомендуем обращать внимание на химический состав сплава, особенно на содержание хрома и никеля. Оптимальный диапазон содержания хрома составляет 26-30%, что обеспечивает формирование карбидов типа M7C3, обладающих высокой износостойкостью. Однако слепое следование высоким процентам хрома может снизить пластичность материала. Именно поэтому ООО «Синхуа Хуалуньда Литая Сталь», являясь производителем с государственным статусом, внедрило бесхромовые нанокompозитные материалы в ряде партий для клиентов, работающих в агрессивных средах с высоким содержанием щелочей. Это позволяет избежать хрупкого разрушения при температурах выше 900°C, где традиционные высокохромистые сплавы теряют свои свойства.
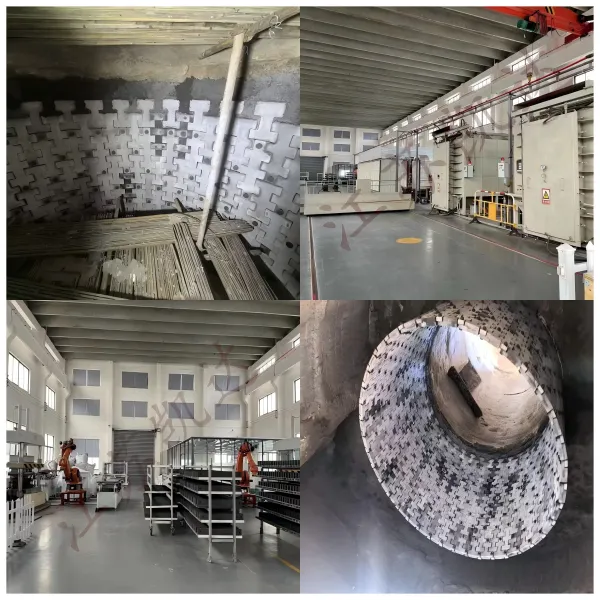
Геометрическая точность литья играет не меньшую роль, чем химия металла. Зазоры между элементами футеровки не должны превышать 2-3 мм, иначе материал начнет выгорать сквозь щели, создавая локальные перегревы корпуса подогревателя. На нашем производстве в городе Синхуа используется линия литья по газифицируемым моделям, которая гарантирует соблюдение допусков в пределах ±1 мм даже для сложных конфигураций внутренних цилиндров диаметром до 5 метров. Такой подход исключает необходимость подгонки деталей “на месте” болгаркой, что часто приводит к нарушению защитного слоя и ускоренной коррозии.
Рынок переполнен предложениями, где цена ниже средней на 20-30%, но за этим скрывается отсутствие входного контроля сырья. Один из наших клиентов из Восточной Европы столкнулся с ситуацией, когда партия футеровки начала деформироваться через две недели работы. При независимой экспертизе выяснилось, что поставщик использовал лом неизвестного происхождения вместо шихты из первичного чугуна и ферросплавов. Это привело к неконтролируемому содержанию серы и фосфора, сделавшему отливки хрупкими. Чтобы избежать таких рисков, требуйте у поставщика протоколы спектрального анализа для каждой плавки и сертификат ISO 9001, подтверждающий систему менеджмента качества.
Важно понимать разницу между обычным литьем и литьем с последующей термической обработкой. Без правильно проведенной закалки и отпуска даже идеальный сплав не раскроет свой потенциал. Наша компания оснащена собственными печами для термообработки объемом до 40 тонн, что позволяет проводить полный цикл закалки крупных узлов внутреннего цилиндра единым блоком. Это гарантирует равномерность структуры металла по всему сечению детали, чего невозможно добиться при кустарной обработке отдельных элементов. Результатом становится увеличение ресурса службы на 45-55% по сравнению со стандартными аналогами.
Логистика тяжелых промышленных компонентов также имеет свои нюансы. Футеровочные элементы имеют большой вес и нестандартную форму, что требует специальной упаковки и крепления в контейнерах. Мы используем деревянные каркасы с фиксацией элементов резиновыми прокладками, чтобы исключить микротрещины при транспортировке морем или ж/д транспортом. В нашей истории был случай, когда неправильная строповка при погрузке привела к сколу кромки у трех элементов, что потребовало их замены перед монтажом. Теперь каждый этап отгрузки фотографируется и фиксируется в отчете для клиента, чтобы исключить споры о состоянии груза при приемке.
При выборе между классическими материалами и новыми разработками необходимо оценивать конкретные условия эксплуатации вашей линии. Традиционный высокохромистый чугун (Cr26-Cr30) остается стандартом для многих заводов благодаря отработанной технологии и предсказуемому поведению. Однако в зонах с максимальной абразивной нагрузкой и температурой выше 800°C он начинает уступать место новым материалам. Нанокерамические композиты, разработанные совместно с Шанхайским научно-исследовательским институтом металлических материалов, демонстрируют твердость до 65 HRC при сохранении ударной вязкости на уровне 8-10 Дж/см².
| Параметр сравнения | Высокохромистый чугун (Cr28) | Нанокompозитный сплав (Бесхромовый) | Влияние на эксплуатацию |
|---|---|---|---|
| Твердость при 20°C | 58-62 HRC | 63-66 HRC | Композит медленнее изнашивается абразивной пылью |
| Жаропрочность (макс. рабочая t°) | до 900°C | до 1100°C | Возможность работы в зонах с нестабильным температурным режимом |
| Стойкость к термоудару | Средняя (риск трещин) | Высокая (пластичная деформация) | Снижение частоты аварийных остановок печи |
| Коррозионная стойкость (щелочи) | Низкая (образование эвтектики) | Высокая (инертность) | Увеличение срока службы в условиях высокого содержания щелочей в сырье |
| Стоимость закупки | Базовая (100%) | +25-30% к базе | Окупается за счет увеличения межремонтного интервала в 2 раза |
Анализ экономической эффективности показывает, что переход на нанокompозитные футеровочные элементы внутреннего цилиндра подогревателя оправдан при годовом объеме производства клинкера свыше 1 млн тонн. Увеличение стоимости закупки на 30% компенсируется сокращением количества замен с двух раз в год до одного раза в 18-20 месяцев. Кроме того, снижается риск внеплановых простоев, стоимость которых для крупного завода может достигать десятков тысяч долларов в сутки. Для линий с умеренной нагрузкой или при работе на альтернативном топливе с низкой температурой горения традиционные сплавы могут оставаться целесообразным выбором.
Важным фактором является возможность ремонта и восстановления геометрии. Традиционные чугунные элементы сложно заваривать из-за склонности к образованию холодных трещин в зоне сварного шва. Новые композитные материалы, применяемые ООО «Синхуа Хуалуньда Литая Сталь», обладают лучшей свариваемостью специальными электродами, что позволяет продлевать жизнь частично изношенным деталям. Это особенно актуально для дорогостоящих крупногабаритных секций, где замена всего узла экономически нецелесообразна при локальном износе.
Гарантия долговечности закладывается еще на этапе проектирования литейной формы. Использование газифицируемых моделей позволяет создавать сложные внутренние каналы и ребра жесткости, которые усиливают конструкцию без увеличения массы. На предприятии в городе Синхуа каждая модель проходит проверку на 3D-сканере перед запуском в серию. Это исключает человеческий фактор и ошибки геометрии, которые часто встречаются при использовании деревянных опок. Точность воспроизведения чертежа достигает 99.8%, что критично для плотной стыковки элементов в кольце внутреннего цилиндра.
Контроль качества не ограничивается визуальным осмотром. Каждая партия отливок проходит ультразвуковую дефектоскопию для выявления внутренних раковин и непроваров, которые не видны глазу. Спектральный анализ проводится непосредственно в ковше перед разливкой, позволяя оператору скорректировать состав сплава в реальном времени. Металлографический анализ шлифов подтверждает размер зерна и распределение карбидной фазы. Только после прохождения всех этапов тестирования продукция получает паспорт качества и маркировку, соответствующую требованиям ГОСТ и международных стандартов.
Механическая обработка завершает производственный цикл. Горизонтальные обрабатывающие центры обеспечивают чистоту поверхности сопрягаемых плоскостей Ra 3.2 и лучше. Это важно для герметичности соединения элементов между собой. Шероховатая поверхность способствует накоплению пыли и ускоренному выгоранию уплотнений. Мы уделяем особое внимание обработке отверстий под крепеж, так как именно здесь чаще всего возникают концентрации напряжений, ведущие к разрушению элемента. Зенковка и фаски выполняются строго по чертежу, чтобы головка болта сидела заподлицо и не выступала в поток газов.
Даже самый качественный материал не прослужит долго при нарушении технологии монтажа. Основная ошибка, которую мы наблюдаем на объектах — это игнорирование теплового расширения при сборке. Элементы футеровки необходимо устанавливать с расчетным зазором, который компенсирует линейное расширение металла при нагреве до рабочих температур. Если собрать кольцо “впритык” при холодной температуре печи, то при первом же прогреве возникнут колоссальные напряжения сжатия, которые приведут к короблению или выдавливанию отдельных сегментов внутрь потока.
Второй критический момент — правильная последовательность затяжки крепежных болтов. Затяжка должна производиться крест-накрест, начиная от центра и двигаясь к краям, с контролем усилия динамометрическим ключом. Равномерное распределение усилия предотвращает перекос плит и образование щелей. Используйте только те марки болтов и гаек, которые рекомендованы производителем футеровки, обычно это жаропрочные стали класса 8.8 или 10.9 с соответствующим покрытием. Применение обычного черного металла приведет к быстрому прикипанию резьбы и невозможности демонтажа при следующей замене.
Первый запуск печи после замены футеровки требует особого режима прогрева. Резкий набор температуры запрещен. Рекомендуется выходить на рабочий режим ступенчато, с выдержками на промежуточных температурах (200°C, 400°C, 600°C) для снятия термических напряжений в материале. Этот процесс занимает дополнительно 10-15 часов, но спасает новую футеровку от термошока. В нашей практике были случаи, когда клиенты пренебрегали этим правилом ради ускорения запуска, и получали сеть микротрещин на поверхности новых элементов уже после первого цикла.
Регулярный мониторинг состояния футеровки во время работы позволяет планировать замену заранее, избегая аварий. Используйте тепловизоры для контроля температуры корпуса подогревателя. Локальное повышение температуры (“горячие точки”) сигнализирует об истончении футеровки или нарушении герметичности швов. Своевременная подварка или замена отдельного сектора в плановую остановку обходится дешевле, чем ликвидация последствий прогара корпуса и остановки всей линии. Ведите журнал наблюдений с фиксацией температурных полей после каждого останова печи.
Для расчета стоимости и сроков поставки нам потребуется исполнительная документация вашего оборудования. Предоставьте чертежи изношенных элементов или фото с указанием габаритных размеров и количества. Если чертежи утеряны, наши инженеры могут выполнить обратное инжиниринговое моделирование по образцу детали, отправленной в лабораторию. Это занимает 5-7 дней, но гарантирует полное соответствие нового изделия посадочным местам вашего подогревателя. Мы работаем как с готовыми проектами, так и с задачами по реконструкции устаревших узлов.
ООО «Синхуа Хуалуньда Литая Сталь» обеспечивает полную сопровождение сделки: от подбора материала до шеф-монтажа на площадке заказчика. Наличие собственного экспортного отдела позволяет оперативно решать вопросы логистики и таможенного оформления в страны СНГ и Европы. Мы понимаем специфику работы с промышленными предприятиями, где простой оборудования стоит огромных денег, поэтому приоритетом является соблюдение согласованных сроков отгрузки. Готовые складские позиции популярных типоразмеров позволяют отгрузить пробную партию в течение 10-14 дней.
Не рискуйте стабильностью производства, выбирая поставщиков без репутации и опыта. Доверьте обеспечение критически важных узлов профессионалам с государственной лицензией и подтвержденными кейсами в цементной и металлургической отраслях. Свяжитесь с нами сегодня для получения детального коммерческого предложения и консультации технолога. Мы поможем подобрать оптимальное решение, которое снизит ваши операционные расходы и повысит надежность технологической линии. Футеровочные элементы внутреннего цилиндра подогревателя от производителя — это инвестиция в бесперебойную работу вашего завода на годы вперед.