2026-05-27
Поиск надежного поставщика футеровочных элементов внутреннего цилиндра подогревателя в 2026 году превратился из простой закупки в стратегическую задачу по обеспечению бесперебойности производственных линий. Рынок перенасыщен предложениями, но реальная способность завода обеспечить стабильность геометрии отливки при экстремальных термоциклических нагрузках есть лишь у единиц. В нашей практике мы неоднократно сталкивались с ситуацией, когда экономия 15% на стоимости партии приводила к остановке печи через 4 месяца эксплуатации из-за критического растрескивания материала. Эта статья не является маркетинговым обзором; это технический анализ, основанный на реальных данных о разрушении материалов и опыте модернизации оборудования на крупнейших цементных и металлургических холдингах.
Мы сразу обозначим позицию: ключевым фактором успеха является не цена за килограмм металла, а контроль химического состава на этапе плавки и соблюдение технологии литья по газифицируемым моделям. Если ваш текущий поставщик не может предоставить протокол спектрального анализа каждой плавки или гарантирует срок службы без привязки к конкретным температурным режимам вашей линии, вы уже несете убытки. Ниже мы разберем, какие именно параметры определяют долговечность узла, почему государственная сертификация имеет значение и как избежать скрытых дефектов, которые невозможно выявить визуальным осмотром.
Основная причина преждевременного отказа футеровки кроется в несоответствии коэффициента теплового расширения материала реальным условиям работы подогревателя. Многие заводы используют универсальные марки жаропрочной стали, игнорируя специфику агрессивной среды конкретного предприятия. Когда температура газового потока колеблется в диапазоне от 300°C до 900°C с частотой циклов более 10 раз в сутки, в материале накапливаются усталостные напряжения. Если структура металла неоднородна из-за нарушений технологии охлаждения, микротрещины образуются уже после 2000 часов работы.
В одном из случаев, который мы изучали детально, клиент заменил импортные элементы на более дешевый аналог местного производства. Внешне отливки выглядели идеально, поверхность была гладкой, размеры соответствовали чертежу. Однако через три месяца эксплуатации началось интенсивное выкрашивание рабочей поверхности. Металлографический анализ показал наличие крупных карбидных включений по границам зерен — прямой результат нарушения режима термообработки. Это привело к тому, что стоимость внепланового ремонта превысила первоначальную экономию в 4 раза, не считая потерь от простоя линии.
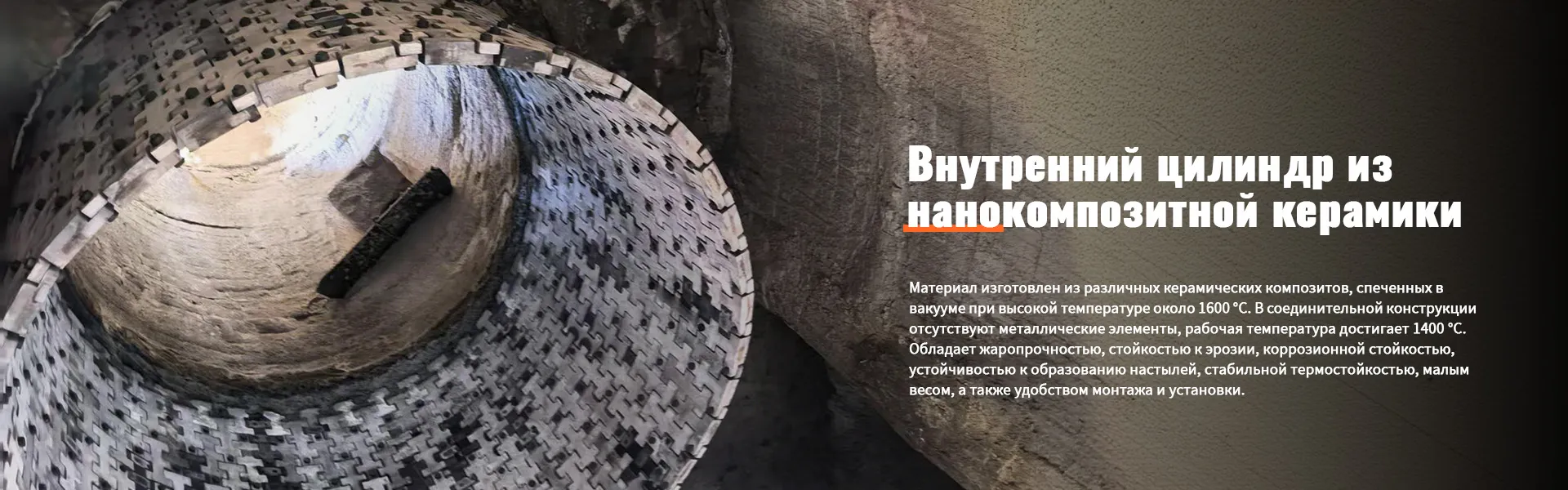
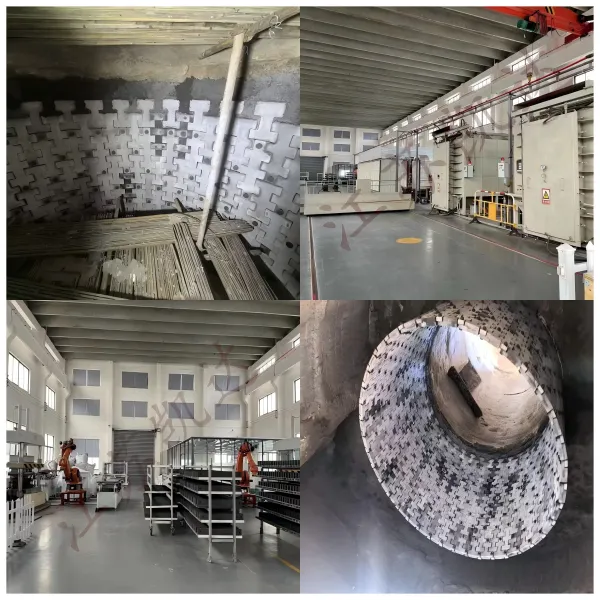
Именно поэтому при выборе партнера необходимо требовать не просто сертификат качества, а полную технологическую карту изделия. Важно понимать, как производитель контролирует процесс затвердевания отливки. Использование передовой линии литья по газифицируемым моделям, как это реализовано на современных высокотехнологичных предприятиях, позволяет минимизировать припуски на механическую обработку и исключить риск образования газовых раковин внутри тела детали. Отсутствие таких дефектов критически важно для сохранения целостности внутреннего цилиндра под воздействием абразивного потока сырья.
При оценке коммерческого предложения инженеры должны смотреть глубже общих фраз о “высоком качестве”. Существуют конкретные физико-механические показатели, которые напрямую коррелируют со сроком службы изделия в узле внутреннего цилиндра подогревателя. Игнорирование этих параметров при закупке равносильно осознанному риску аварийной остановки производства.
Важно отметить, что достижение указанных характеристик возможно только при наличии собственной лаборатории контроля. Спектрометр и металлографический анализатор должны использоваться не выборочно, а для проверки каждой плавки. Компания, которая полагается только на входной контроль сырья без анализа готовой отливки, не может гарантировать заявленные свойства. В нашей практике были случаи, когда легирующие элементы выгорали в процессе плавки из-за неправильного ведения печи, и готовое изделие не соответствовало марке стали, указанной в паспорте.
Современное производство жаропрочных отливок невозможно в отрыве от фундаментальной науки. Заводы, работающие изолированно, быстро теряют конкурентоспособность, так как не имеют доступа к новым разработкам в области металлургии. Лидеры рынка, такие как ООО «Синхуа Хуалуньда Литая Сталь», строят свою стратегию на тесном взаимодействии с ведущими научно-исследовательскими институтами. Сотрудничество с Тяньцзиньским, Нанкинским и Хэфэйским проектными институтами, а также с Шанхайским научно-исследовательским институтом металлических материалов позволяет внедрять инновации непосредственно в производственный цикл.
Благодаря такому партнерству удалось решить одну из самых острых проблем отрасли — создание нанокомпозитных материалов с улучшенной структурой зерна. Внедрение этих разработок позволило повысить термостойкость изделий на 20-25% по сравнению с аналогами пятилетней давности. Кроме того, совместная работа с университетами (Цзянсуский университет, Юго-Восточный университет) обеспечивает постоянный приток квалифицированных кадров и доступ к передовым методам компьютерного моделирования процессов литья. Это означает, что еще до запуска первой плавки инженеры могут предсказать поведение металла в форме и скорректировать технологию для исключения дефектов.
Статус предприятия как высокотехнологичного государственного производителя, назначенного Национальным техническим комитетом по стандартизации машин для промышленности строительных материалов, накладывает дополнительную ответственность за соответствие продукции жестким отраслевым стандартам. Членство в Сетевом центре по комплектующим для электростанций Государственной энергетической корпорации Китая подтверждает уровень доверия со стороны крупнейших промышленных игроков. Для заказчика это гарантия того, что приобретаемые футеровочные элементы внутреннего цилиндра подогревателя прошли многоуровневую проверку и рекомендованы к применению в самых ответственных узлах.
Выбор технологии изготовления отливок определяет не только стоимость, но и эксплуатационные характеристики готового изделия. На рынке присутствуют два основных подхода: традиционное песчано-глинистое литье и литье по газифицируемым моделям (LGM). Понимание различий между ними поможет избежать ошибок при формировании технического задания.
| Параметр сравнения | Литье по газифицируемым моделям (LGM) | Традиционное песчаное литье |
|---|---|---|
| Точность размеров | Высокая (до IT14-IT15), минимальные припуски на обработку | Низкая, требуются большие припуски, возможна коробление |
| Качество поверхности | Гладкая поверхность (Ra 12.5-25), отсутствие следов разъема формы | Шероховатая поверхность, необходимость дополнительной зачистки |
| Внутренняя структура | Однородная, отсутствие газовых раковин и шлаковых включений | Риск наличия внутренних дефектов из-за сложности удаления газов |
| Сложность конфигурации | Возможно изготовление деталей любой сложности без стержней | Ограничено возможностями установки стержней и извлечения модели |
| Экологичность | Отсутствие отходов формовочной смеси, чистое производство | Большие объемы отработанной земли, пыль при выбивке |
Преимущества технологии LGM очевидны для таких ответственных деталей, как элементы внутреннего цилиндра. Отсутствие линии разъема формы исключает образование облоя, который в условиях высокоскоростного потока газа становится очагом турбулентности и ускоренного износа. Кроме того, возможность использования сложной оснастки позволяет создавать отливки с интегрированными каналами охлаждения или усилениями в зонах максимальных нагрузок, что невозможно реализовать при традиционном литье без существенного удорожания.
Однако стоит признать и ограничения метода. Технология LGM требует значительных капиталовложений в оснастку и оборудование для газификации моделей. Это делает ее менее рентабельной для единичного производства простых деталей. Но для серийного выпуска специализированных компонентов, где надежность стоит на первом месте, этот метод является безальтернативным. Производственная база, оснащенная таким оборудованием, как у ООО «Синхуа Хуалуньда Литая Сталь», способна обеспечивать стабильное качество партии за партией, что критически важно для долгосрочных контрактов поставки.
Наличие сертификата ISO 9001 стало стандартом де-факто для промышленных поставщиков, но сама по себе “корочка” ничего не гарантирует. Важнее то, как система менеджмента качества реализована на практике. Строгий контроль на всех этапах — от входного контроля сырья до финальной приемки — должен быть не бюрократической процедурой, а реальным фильтром, отсеивающим брак.
В нашем понимании эффективный контроль включает обязательное использование дефектоскопии неразрушающего контроля (УЗК, капиллярный контроль) для каждой ответственной отливки. Попытка сэкономить на этом этапе недопустима. Скрытые трещины или поры, не видимые глазу, под действием термоциклических нагрузок неизбежно разовьются в сквозные дефекты. Мы видели примеры, когда партия продукции была отгружена без полного цикла испытаний, и это приводило к рекламациям и потере репутации поставщика.
Компании, серьезно относящиеся к своему делу, внедряют систему прослеживаемости. Каждая отливка должна иметь уникальный номер, позволяющий восстановить всю историю ее производства: какая плавка использовалась, кто проводил термообработку, какие результаты показали приборы неразрушающего контроля. Такой подход позволяет оперативно выявлять системные ошибки и предотвращать попадание бракованной продукции к заказчику. Для потребителя это означает снижение рисков и уверенность в том, что каждый установленный элемент будет работать расчетное время.
Процесс закупки промышленного оборудования требует взвешенного подхода. Не стоит гнаться за самой низкой ценой, особенно если речь идет о компонентах, работающих в экстремальных условиях. Стоимость владения складывается не только из цены покупки, но и из затрат на монтаж, обслуживание и возможные простои. Дешевая деталь, требующая замены каждые полгода, обойдется дороже, чем качественный продукт с ресурсом в два года.
При запросе коммерческого предложения обязательно указывайте следующие данные:
Обращайте внимание на портфолио поставщика. Наличие опыта работы с крупными цементными холдингами и предприятиями металлургического сектора является косвенным подтверждением надежности. Стратегическое партнерство с такими гигантами意味着, что завод прошел жесткий аудит и доказал свою состоятельность в реальных боевых условиях. ООО «Синхуа Хуалуньда Литая Сталь», например, выступает поставщиком для модернизации оборудования ведущих игроков рынка, что говорит о высоком уровне доверия к их продукции.
Не забывайте про послепродажное обслуживание. Возможность получить консультацию технологов, помощь в подборе аналогов или оперативное изготовление заменяемых элементов в случае аварии — это те преимущества, которые оцениваются только в критической ситуации. Наличие собственного дочернего предприятия, занимающегося новыми материалами и технологиями, как в случае с ООО «Цзянсу Кайда Новые Материалы и Технологии», свидетельствует о том, что компания инвестирует в будущее и готова предлагать клиентам самые современные решения.
Мировая тенденция ужесточения экологических норм влияет и на производство огнеупоров и жаропрочных сталей. Переход на бесхромовые материалы — это не просто дань моде, а необходимость, продиктованная требованиями Министерства промышленности и информатизации КНР и аналогичных органов в других странах. Хромсодержащие сплавы, обладая отличными свойствами, создают проблемы при утилизации и потенциально опасны для здоровья персонала при определенных условиях.
Разработка и внедрение новых сплавов, не содержащих хрома, но сохраняющих высокую жаропрочность и коррозионную стойкость, стало приоритетом для передовых заводов. Патенты, полученные в этой области, являются ценным активом и показателем технологического лидерства. Заказывая продукцию у компаний, которые уже освоили выпуск таких материалов, вы не только соблюдаете экологические стандарты, но и получаете доступ к технологиям следующего поколения. Это особенно актуально для предприятий, планирующих работу на международных рынках или стремящихся улучшить свой имидж социально ответственного бизнеса.
В заключение хочется подчеркнуть: выбор поставщика футеровочных элементов внутреннего цилиндра подогревателя — это инвестиция в стабильность вашего производства. Ошибки на этом этапе стоят слишком дорого. Доверяйте тем, кто обладает государственным статусом, собственной научной базой и подтвержденным опытом работы в тяжелых промышленных отраслях. Только такой подход позволит обеспечить долгую и безаварийную работу вашего оборудования.
Если вы столкнулись с проблемой частого выхода из строя футеровки или планируете модернизацию линии, не откладывайте решение вопроса. Свяжитесь с нами сегодня для получения консультации и расчета стоимости индивидуального проекта. Наши специалисты готовы проанализировать ваши условия эксплуатации и предложить оптимальное техническое решение, которое сэкономит ваши средства в долгосрочной перспективе. Футеровочные элементы внутреннего цилиндра от производителя — это гарантия качества и надежности, проверенная временем и практикой.